APP下载
APP下载 登录
登录







球形轴尖是某陀螺中的重要零件,是典型的微小球形零件,其尺寸、形位精度和表面质量要求高,直接影响陀螺仪的性能指标和使用寿命。
球形轴尖的球头圆度是其重要特性之一,由于球形轴尖的球头尺寸微小,只有SR0.25*mm 和 SR0.4*mm,其表面粗糙度值为Ra0.012μm, 用常规的圆度检测方法难以进行测量。因此必须对球形轴尖球头部位的圆度的检测方法进行研究,以确定一种切实可行的检测方法,保证产品生产的顺利进行。
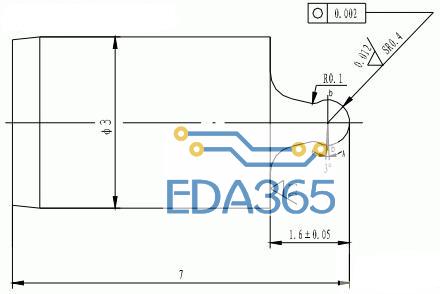
图 1 球形轴尖的结构图
球形轴尖的材料为硬质合金 YG11,硬度可达 HRA87,加工主要采用磨削、研磨及抛光的工艺。SR0.25 0 -0.008mm 或 SR0.4 0 -0.008mm 和球颈部分以及长度尺寸 1.6+0.005 -0.005 mm 采用成型磨轮经过粗磨、精磨两次磨削成型,成型砂轮是用金刚石磨轮制作成的。

图 2 球形轴尖的实物照片
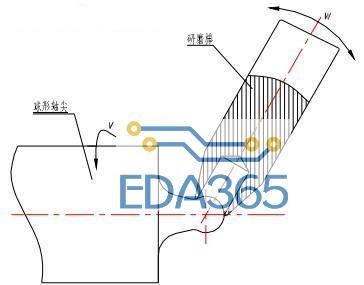
图 3球形轴尖研抛加工的原理示意图
3.1 检测方法的选择
圆度常用的测量方法投影比较法,圆度仪法,坐标测量法,两点三点法。测量方法的分类,按获得测量结果的方式分为直接测量和间接测量,按比较方式分为绝对测量和相对测量,按接触形式分为接触测量和非接触测量。球形轴尖的球头尺寸微小,只有 SR0.25mm和 SR0.4mm,而且表面粗糙度值为 Ra0.012μm。
由于球形轴尖的尺寸微小、表面质量高不能损伤和检测精度要求高这几个方面的特点,因此球形轴尖圆度的检测方法必须满足的条件是非接触测量,检测仪器测量误差不大于 0.8μm、分辨率 0.1μm;而且由于球头尺寸微小最好具有放大观察或显示功能。
圆度仪法测量具有高精度和高准确性的特点,是圆度测量的首选,但因为是接触测量因此不能采用;投影比较法必须具有很大的放大倍数,否则无法保证 2μm 的检测精度,我单位没有这样高放大倍数的投影仪。
结合单位目前的实际,最终选择加装光栅尺的万能工具显微镜,它是基本符合这几项要求的测量仪器。
3.2 圆度检测试验
试验采用的两种型号的球形轴尖,两种球形轴尖除球头直径不同,其它要求全部相同,球头圆度要求均为 0.002mm 。
所用检测仪器为万能工具显微镜,仪器编号为 2982;如图 3 所示。该仪器光学系统的分辨率 1μm,改进后加装的精密光栅尺的分辨率为 0.1μm。
该仪器的测量方式为将被测物体放大后进行目测瞄准,光栅尺读数通过计算机采集显示。

图 3万能工具显微镜实物图片
将检测的Φd 直径值中的最大值减去最小值,然后将其差值除以 2 即为半径差值,这样所得的数据也就为圆度值。








 热门文章
热门文章