
嵌线前要准备好一些嵌线工具和辅助材料,使用的工具有压线板、划线板、纲划板、长柄弯头剪刀、橡皮锤等。
压线板一般用钢材料制作,压脚宽度应比槽上部宽度略小,根据不同的槽型,选用不同的
尺寸,压脚面必须光滑无棱角,以免损伤导线绝缘和槽绝缘。
划线板可用竹、木、塑料板等制作,端部略尖,一边稍薄如刺刀形,表面应十分光滑,。划线板是用来划顺导线,使堆积在槽口的导线受到劈的作用,而迫进槽两侧,划线板要能划入槽内2/3处。
钢划板用于折合槽口处绝缘纸封闭槽口;弯头剪刀用于剪去多余的引槽纸,橡皮锤用于绕组端部成型。
嵌线用的绝缘材料有:槽绝缘材料、端部和相间绝缘材料、白布带、槽契等。

1、首先要注意线圈的引出线端,应嵌放在机壳的出线孔一侧。为了嵌线方便和防止出差错,一般嵌线时习惯上要面向机座出线孔的对面。线圈由定子膛的右面向左嵌入,引出线留在右面。
2、嵌线时,应将线圈宽度捎压缩,先嵌靠身体一侧的线圈有效边。单层绕组应使先下的一边外侧导线扭在下面,用手把线圈尽量捏扁,将捏扁线圈的左端从槽口右侧倾斜着嵌进槽里,此时左手在定子的另一端接住,逐渐向左移动,轻轻地来回拉动,尽可能地将线圈一次拉入槽内。
3、未拉入的导线可用划线板划入槽内,要使槽内导线平整服贴,不能太乱和交叉太多,应使线圈两端伸出铁心长度相等。
4、当槽内部分导线有凸起或槽满率较高时,可把压线板从槽的一端插入,用小锤轻敲压线板背部,边敲边移,把槽内导线压实压平,盖上槽盖绝缘打入槽锲。槽锲不能劈裂、歪斜或高出铁心表面。
5、为了使暂不嵌入线圈的另一有效边,不影响其他线圈边的嵌线,可用线绳将其绑在膛内吊起来,或用破布等暂时垫起,此把线圈称为吊把或起把。
6、起把后的另一有效边,其嵌线方法是把线圈边的右端先嵌入槽口,然后用划线板从右向左把导线逐渐划入槽内。
7、嵌单层绕组时,端部相间绝缘应剪成半圆形随嵌随加,也可以待端部整形后塞入。相间绝缘必须与槽绝缘相接,并重叠大约2毫米左右。端部整形后,相间绝缘应修剪整齐,比线圈端部长出5毫米左右为宜。
8、绕组全部嵌完后,须对绕组端部进行一次整形,用橡皮锤或用手锤垫竹板或木板轻敲绕组端部,使绕组两端呈喇叭口形,避免安装时绕组与转子相碰,同时也有利于通风散热。
确定第一个槽位置时,应考虑使嵌完线后,引线对称地位于出线孔的两侧,最好是从出线孔的对面引过来,单层绕组的嵌线顺序,一般习惯都是后退进行。
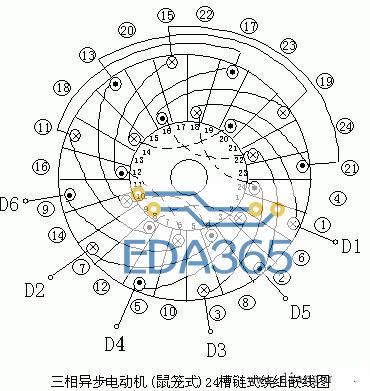
例:二十四槽单层链式绕组
嵌线规律是“嵌一空一吊二”
三十六槽单层交叉链式绕组
嵌线规律是“嵌二空一、嵌一空二吊三”
『本文转载自网络,版权归原作者所有,如有侵权请联系删除』








 热门文章
更多
热门文章
更多

 智能电网的基本特征_智能电网主要内涵
智能电网的基本特征_智能电网主要内涵







 APP下载
APP下载 登录
登录







