×


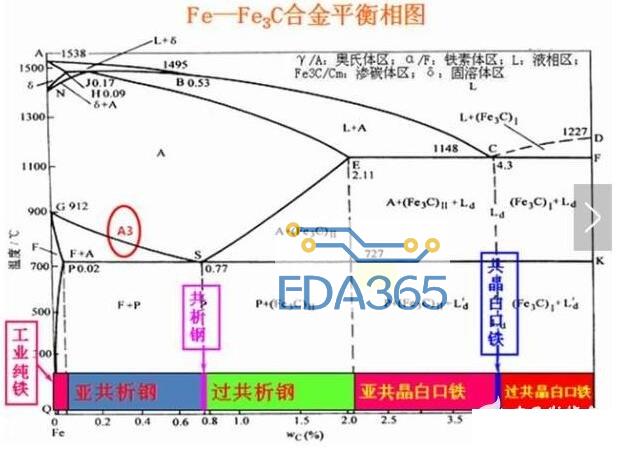
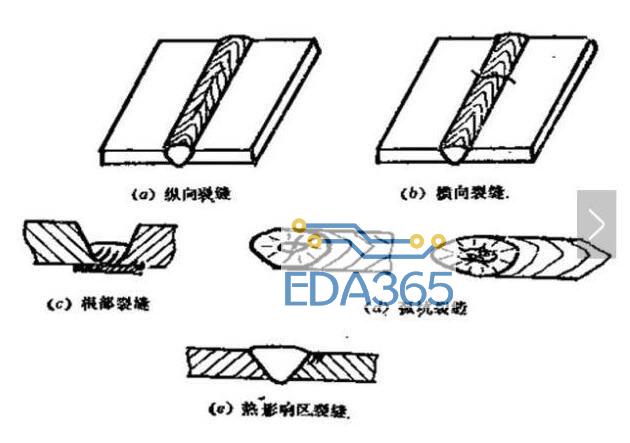
热裂缝一般是指高温下(从凝固温度范围附近至铁碳平衡图上的A3线以上温度)如下图所示所产生的裂纹,又称高温裂缝或结晶裂缝。
热裂缝通常在焊缝内产生,有时也可能出现在热影响区,如图所示。
由于焊接熔池在结晶过程中存在着偏析现象,低熔点共晶和杂质在结晶过程中以液态间层存在形成偏析,凝固以后强度也较低,当焊接应力足够大时,就会将液态间层或刚凝固不久的固态金属拉开形成裂缝。
此外,如果母材的晶界上也存在有低熔点共晶和杂质,则在加热温度超过其熔点的热影响区,这些低熔点化合物将熔化而形成液态间层,当焊接拉应力足够大时,也会被拉开而形成热影响区液化裂缝。
总之,热裂缝的产生是冶金因素和力学因素综合作用的结果。
1、控制母材及焊材有害元素、杂质含量
限制母材及焊接材料(包括焊条、焊丝、焊剂和保护气体)中易偏析元素及有害杂质的含量。特别应控制硫、磷等杂质元素的含量和降低含碳量。
硫几乎不溶于钢,它与铁生成低熔点的硫化铁(FeS)。焊接时,硫化铁的存在会导致焊缝热裂和在热影响区出现液化裂缝,使焊接性能变坏;同对硫以薄膜形式存在于晶界,会使钢的塑性和韧性下降。一般用于焊接的钢材中硫含量应不大于0.045%。有时还需要更严格的控制。
磷会使钢的塑性和韧性下降,提髙钢的脆性转变温度,并使焊缝和热影响区产生裂缝。磷含量应不大于0.055%。有时还需要更严格的控制。
材料的焊接性能与含碳量密切相关。钢材含碳量越髙,焊接性能变差。一般认为,焊缝中碳含量控制在0.10%以下,热裂缝敏感性可大大降低。
调整焊缝金属的化学成份,改善焊缝组织,细化焊缝晶粒,以提高其塑性,减少或分散偏析程度,控制低熔点共晶的有害影响。
例如焊接奥氏体不锈钢时,采用奧氏体加铁素体的双相组织焊缝,可以提高其抗热裂性能。而单相奥氏体组织的焊缝,则容易产生热裂纹。
采用碱性焊条或焊剂,以降低焊缝中的杂质含量,改善结晶时的偏析程度。
控制焊接规范,适当提高焊缝的形状系数,采用多层多道焊法,避免中心线偏析,可防止中心线裂缝,焊接时,单道焊缝截面上焊缝宽度与焊缝厚度的比值叫焊缝的形状系数或焊缝成形系数。当焊缝的形状系数过小时,焊缝窄而深,低熔点杂质会聚集在焊缝中心,产生热裂缝的可能性大大增加,当焊缝的形状系数较大时,焊缝宽而浅,低熔点共晶和杂质聚集在焊缝近表面区,大大降低了中心线裂缝的倾向。
2、采取降低焊接应力工艺措施
采取各种降低焊接应力的工艺措施,如采用合理的焊接顺序和方法、釆用较小的焊接线能量、整体预热和锤击法等。
收弧时填满弧坑,可避免产生弧坑裂缝。
再热裂缝起源于焊接热影响区的粗晶区,具有晶界断裂的特征。裂缝大多发生在应力集中部位。一般在焊缝区域再次受到加热时形成,故称再热裂缝。
产生再热裂缝的原因,一般认为是在再加热时,在第一次热过程中过饱和固溶的碳化物(主要是钒、钼的碳化物)再次析出,造成晶内强化,使滑移应变集中于原先的奥氏体晶界。当晶界的塑性应变能力不足以承受松弛应力过程中所产生的应变时,就形成再热裂缝。
1)减小残余应力和应力集中,如提高预热温度、焊后缓冷、使焊缝与母材平滑过渡等。
2)在满足设计要求的前提下,选择适当的焊接材料,使焊缝金属的高温强度稍低于母材,让应力在焊缝中松弛,可避免在热影响区产生裂缝。
3)在保证室温接头强度的情况下,提高消除应力退火温度,致使析出比较粗大的碳化物粒子,以改善高温延性。
『本文转载自网络,版权归原作者所有,如有侵权请联系删除』








 热门文章
更多
热门文章
更多

 倒装芯片工艺制程要求
倒装芯片工艺制程要求







 APP下载
APP下载 登录
登录







