×


首先用于18650电池点焊机的输送装配,收罗:本体设在所述本体摆布两头的左滚筒和右滚筒,驱动所述左滚筒和所述右滚筒转动的驱动装配,缠绕在所述左滚筒和所述右滚筒上传送带,竖直设置在所述本体上且安插在所述传送带两侧的第一-挡板和第二挡板,固定设在所述第一挡板中部且向所述第一挡板标的目的凸起的凸台,以及可向着所述凸台标的目的推拉的设在所述第二挡板中部且与所述凸台对应的勾当台;其中,所述凸台和所述勾当台相对的两侧均设有与锂电池点焊机配合的弧形凹槽,所述本体右端安装有与所述传送带抵接的坡台。构造简单,能快速地将电池固定在点焊机下方,焊接便当,且工作人员的手不会直接在电焊机下方,安然性好,同时劳动强度小、效果好。
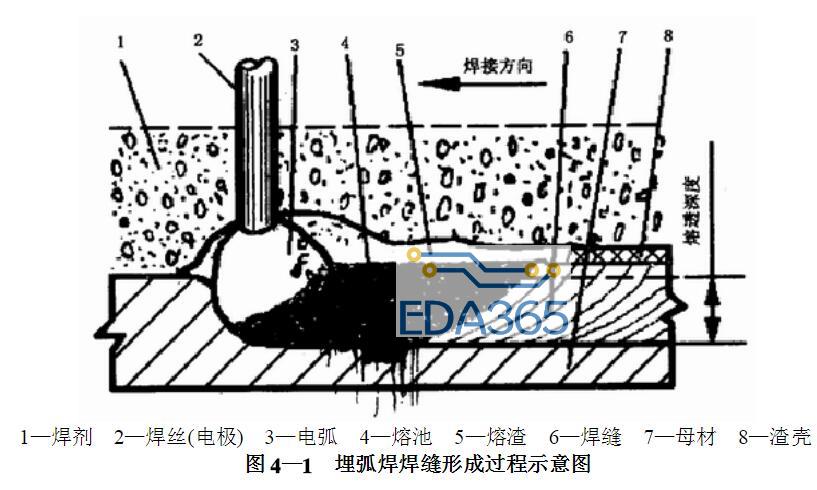
过程设置点焊输送槽,经由过程点焊输送槽将待点焊的电池输送到点焊机处;点焊输送槽外挡板内侧设有弧形槽, 弧形槽处设有磁体,到达弧形槽处的电池被弧形槽处的磁体磁力吸引,紧贴在弧形槽处;弧形槽对应的底板处设有电极板安装座,电极板安装座毗连固定电极板,点焊机机头向下举动完成弧形槽内电池的点焊。优选地,弧形槽地点的弧面与待点焊的电池的外径相应,且弧形槽的弧所对应的圆心角为60*120,上述角度规模,待点焊的锂电池组装设备生产的电池与弧形槽贴合慎密,点焊时固定的不变性好,点焊完成后,下一个待点焊的电池在输送装配推力浸染下将弧形槽内点焊完成的电池挤出,停止下一步工作。
包含任务台、电池固定机构、点焊机构、定位夹持机构,所述的定位夹持机构包含两个相对设置的可伸缩夹持块,两个夹持块辨别由两个夹持气缸带动伸缩,所述的电池固定机构设置在两个夹持块之间;电池固定机构上固定有多个竖立的电池,电池待焊电极向上设置;点焊机构包含下压板、设置不才压板上的多组焊针,多组焊针与多个电池一-对应 ,且每组焊针设置在对应的电池上方,下压板由下压伸缩机构带动下压;任务台的点焊工位下方设有压力传感器。
18650锂电池点焊引出片及为复杂但又简单,引出片与连接片的作用是将18650锂电池性能连接起来输出,主要体现在各种锂电池组当中,其主要点焊引出片和连接片的方法如下:
1、将双头脉冲点焊机的电源开关按向“开”的位置,开启电源。
2、确认电池设备各参数已调试好,依右参数设定表,准备好物料和相关工具。其中工具可采用:双头点焊机,挫刀,压合夹具,六角扳手。调试电池点焊机设备参数时必须和品质工程确认,符合要求才能操作。点焊18650锂电池时必须注意点焊拉力,拉力值需在品质检测范围之内。
3、拿起一电池,负极端底部朝上,拿一引出片,引出片带圆孔端在外,将引出片点焊于18650锂电池负极端中间位置。
4、将锂电池组转过去,引出片朝内,拿一连接片,将连接片摆放于引出片的上面,将连接片点焊于电池负极端中间位置,与引出片成一直线。
5、拿起另一电池,负极端底部朝上,将第一电池的连接片外露一端点焊于第二电池的负极端底部中间位置。
6、将串联点焊好的电池组摆放于压合夹具上,用力将电池组朝中间压合,使两电池紧密结合在一起,两电池成一直线。
7、将压合好的电池组流入下一工站作业完毕后将作业台面收拾干净,关闭点焊机电源开关。
18650锂电池点焊引出片与连接片注意事项:
1、引出片规格须符合材料BOM规格。
2、焊点不能有漏焊、虚焊、炸火、明显毛刺等不良现象。
3、引出片/连接片每处焊点数不少于6点。
4、作业时不能使面垫脱落,如有脱落现象须重贴面垫再作业。
5、当点焊机铜针针尖发黑时,用挫刀将铜针黑点挫去再重新点焊作业。
6、如遇机仪器冒烟、异响等异常时,应及时关掉电源开关,停止机仪器运行,并向上级主管报告。
『本文转载自网络,版权归原作者所有,如有侵权请联系删除』








 热门文章
更多
热门文章
更多

 倒装芯片工艺制程要求
倒装芯片工艺制程要求







 APP下载
APP下载 登录
登录







