×


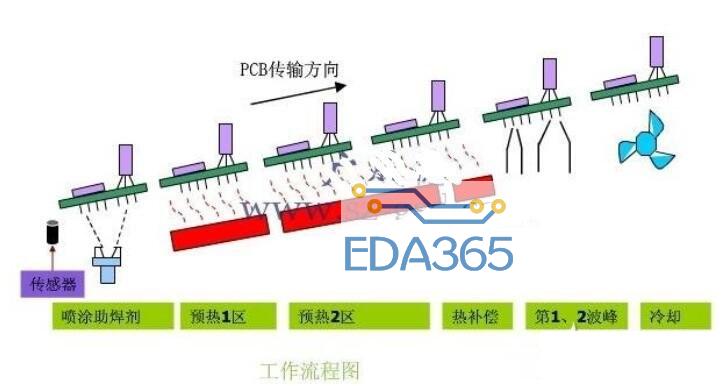
无铅波峰焊的焊接机理是将熔融的液态焊料,借助动力泵的作用,在焊料槽液面形成特定形状的焊料波,插装了元器件的PCB置与传送带上,经过某一特定角度以及一定的浸入深度穿过焊料波峰而实现焊点焊接的过程。
刚出厂的新波峰焊机是没有无铅与有铅之分的,只是自己使用时加以区分,一般无铅波峰焊都贴有一个标志是国际上通用的“pb”也就是无铅标志。有铅或无铅波峰焊机,在外表没有可区别性(主要是看用的是用的是有铅的锡还是无铅的锡)主要是在于生产的PCB是否含铅。无铅的波峰焊可以直接生产有铅的PCB,要是有铅的再次转换为无铅的,必须要清洗锡槽,换为无铅的锡料,方可生产。
多品种小批量生产需求的选择;
多种工艺技术要求的最佳适配;
安装、调试、维护及保养方便快捷,减少设备维护成本;
可灵活选配多级助焊剂管理系统适应环保要求;
可任意组合红外及热风加热方式适应生产需求;
可灵活选择冷水机及冷气机制冷轻松实现高效柔性化冷却特点。
工艺参数、高度及角度、导轨调宽极限温度数字显示,通过量化的设定,提高工艺能力的精确控制;
整体及模块采用高温玻璃可视化设计,提高设备可操作性及可监控性;
内嵌焊接缺陷帮助菜单及设备维护手册,提升设备附加值。
新型防腐蚀铸铁锡炉,有效防止钎料腐蚀,5年包换,提高设备使用寿命及可靠性;
低氧化装置,有效防止“豆腐渣”,可控制氧化量低于0.3KG/小时;
喷口、流道、叶轮专利设计,波峰平稳度可控制在0.5MM以内,提高设备的焊接品质。
在无铅波峰焊中我们常见的焊接缺陷与产生原因如下所述(只列举我们在生产中经常碰到的,大家在现实生产中都能看到的不良)当然,在生产中要针对具体不良现象加以判断并采用合适的解决方案去排除。
连锡的主要原因是焊料品质变化、杂质过高(一般是铜超标),焊剂品质变差或涂布密度不当,以及工艺中的焊接时间短、预热或焊料温度低等,导致焙融焊料无法在焊区充分润湿、铺展而形成过量堆积,或熔碰焊料的表面张力无法克服焊料肋内聚力而收缩形成焊点。混装中的排气效应、阴影效应或小型片式元件的焊盘间距过小也是导致桥连的重要原因。元器件引脚间距过小(一搬不能小与2MM),元器件引脚太长也会导致连锡,PCB设计不合理,脱锡焊盘的设计达不到实际焊接过程中的要求也会导致连锡。因此焊接中的波形选择、传送角度控制以及PcB与元器件布局设计就显得很重要。
产生拉尖的原因主要是焊剂的品质变差(热传递达不到要求),元器件焊端、引脚的可焊性不好,以及工艺条件不当(如波形不好,传送角太小、传送速度过快而使焊接时间过短,或预热温度、焊料温度较低)等,导致熔融焊料无法在表面张力作用下收缩成形状良好的焊点。
虚焊的主要原因是元器件焊端、引脚或焊盘的可焊性差(比如元器件镀层不好,或者氧化),助焊剂去除氧化能力不足或涂布质量不高,预热温度或保温时间不足而使焊剂作用未尽发挥等。焊料品质变化也是产生虚焊的可能原因。工艺参数设定不合理(如 速度过快,轨道太高,波峰和锡炉太低,)都是虚焊的主要原因,虚焊使焊料合金未与被焊金屑形成必要的冶金连接,这样的连接是不牢固的,但会造成电路连接的假相。
锡薄的主要原因是由于焊盘或金属化通孔太大,元器件焊端、引脚可焊性较差或者焊剂涂布不均,焊料含锡量不足以及焊料温度过高、传送带速度过快等造成毛细管作用不充分,焊料在焊区的填充不实、填充量过少等缺陷。PCB制作工艺不够严谨,或者PCB放置坏境不达标,放置时间过长等等也都是锡薄存在的原因。
漏焊是因为在焊区没有形成焊点,其产生的原因包括焊端或引脚的可焊性差、焊剂涂布不均匀造成的PcB局部焊盘的可焊性差以及焊剂的活性不足等,从而导致焊料无法在焊端、引脚与焊盘之间形成连接。传送带运行不平稳或焊料波不稳定也是可能的原因。
pcb变形主要由于传送带上的央具结构不合理或故障,PCB预热不均匀或预热温度过高,焊接温度高、时间长等原因造成的。变形问题还与PCB材料、元器件结构和装联布局设计等有关。当组件结构复杂,搭载了热容量差异较大的各类元器件时,应当特别注意对组件的预热控制,增加预热的均匀性,可以考虑采取多温区焊炉加热。同时,优化元器件布局设计以可以控制PcB的热变形。焊接时,严格控制焊接时间和温度,避免组件在高温环境下停留过长时间。过高的温度或过长的波峰焊接时间还可能破坏PcB基板与其上焊盘、导条的结合,使其剥离、翘曲。
进行无铅波峰焊焊接时,需要面对的问题主要有以下这些:
对于无铅波峰来说锡渣的堆积是很不利的。倘若锡槽里有锡渣的堆积,那么锡渣就有可能会进入到波峰中。想要避免锡渣进入波峰中的话可以采用惰性气体。
光泽度不怎么好:因为存在磷元素,所以光泽度会不怎么好,但对焊接质量没有什么影响。
焊接不良问题很多,需要降低:它对设备的性能要求很高,且对焊接时间、接触面以及温度等方面,也有要求的,一般板面温度不能超过140℃以上。如果设计不合理,使得板面温度下降,那么就会产生焊接缺陷。
焊料氧化:焊料被氧化后,则会在焊接过程中出现黑色氧化物粉末,并且可以与焊锡再混合,从而影响焊接强度,以及焊接质量,因此应避免焊料被氧化。
在使用无铅波峰焊焊接的时候,最重要的就是要控制好波峰的高度,所以要把PCB放入到无铅波峰焊里并在焊点上涂抹焊料。要想保持无铅波峰焊的高度不发生改变就要在波峰上加上一个闭环控制并把感应器装置在传送链的导轨上面,便于测出无铅波峰焊的高度,同时还要保持浸锡的高度就要让锡泵的速度快速下降。
『本文转载自网络,版权归原作者所有,如有侵权请联系删除』








 热门文章
更多
热门文章
更多

 GaN过的了5G基站耗电巨大这座火焰山吗
GaN过的了5G基站耗电巨大这座火焰山吗





 APP下载
APP下载 登录
登录







