APP下载
APP下载 登录
登录







1 PROFIBUS现场总线介绍
随着计算机技术、通信技术和控制技术的迅猛发展,工控领域也不断产生先进的控制模式,现场总线(FIELD BUS)就是顺应这一形势发展起来的新技术。现场总线是应用于工业现场、连接智能现场设备和自动化系统的数字式、双向传输、多分支结构的通讯网络。其中PROFIBUS现场总线标准是开放的、不依赖生产厂家通信系统标准。所以,在各种工业控制中得到了广泛的应用。
PROFIBUS是德国国家标准DIN19245和欧洲标准EN50170的现场总线标准。由分散和外围设备PROFIBUS—DP‘(Decentralized Periphery)、报文规范PROFIBUS-FMS (Fieldbus message Pe—riphery)、过程自动化PR0FIBUS—PA (ProcessAutomation)组成了PROFIBUS系列。
其中,PROFIBUS-DP用于设备级的高速数据传送,中央控制器(如PLC,PC),通过高速串行线同分散的现场设备(如I/O,驱动器,阀门等)进行通信。PROFIBUS—DP具有快速、即插即用、高效低成本等优点。在用于现场层的高速数据传送时,主站周期地读取从设备的输入信息并周期地向从站设备发送输出信息。除周期性数据传输外,PROFIBUS—DP还提供了智能化设备所需要的非周期性通讯以进行组态、诊断和报警处理。
根据国际标准化组织ISO 7498标准,PROFI—BUS的协议结构以开放系统互联网络OSI为参考模型,采用了该模型的物理层、数据链路层,隐去了第3~7层,而增加了直接数据连接拟合,作为用户接口。用户接口规定了用户及系统以及不同设备可调用的应用功能。
2 浮法玻璃控制系统的现状及问题的提出
上世纪7O年代初,洛阳玻璃厂率先使用浮法技术建成了我国第一条浮法玻璃生产线。浮法玻璃生产工艺是将原料在熔窑中高温熔成玻璃液经流道进入锡槽,在地心引力及本身表面张力作用下玻璃液浮于熔融的锡液表面,经过渡辊台进入退火窑,并在退火窑内实现退火冷却,最后进入冷端切割、装箱。浮法玻璃生产线主要由熔窑、锡槽、退火窑及冷端设备组成。而由熔窑、锡槽及退火窑三大热工设备组成的热端生产系统,是一个多变量(如流量、温度、压力、速度、开关量等)、多任务(如玻璃熔窑温度控制,助燃风与燃料燃烧控制,油压油温控制,雾化介质压力控制,玻璃液位与窑压控制,废气中氧含量控制,流道玻璃液温度控制,换向过程控制,保护气体流量、压力、罩内、槽内压力检测及控制,锡槽空间温度检测及控制,锡槽各对拉边机间的控制,退火窑玻璃板温度与控制,退火窑辊道速度控制等)、多设备(如电机、阀门、调功器、闸板等)并具有时变性、耦合性和随机性的复杂非线性系统。国内浮法玻璃生产线在9O年代后多采用DCS集散系统控制,取代原来的常规仪表和手动操作,在实现玻璃生产的分散自动控制和集中管理方面,取得了一定的进展。但基于DCS的系统存在一些重要缺陷, 一方面传统的DCS系统是自封闭式的集散系统,难以实现设备之间以及系统与外界之间的交互和共享,使自动化系统成为“信息孤岛”;另一方面传统DCS系统的现场底层传感器和数据采集器之间采用一对一物理连线和模拟信号传输导致大范围布线,给现场施工带来很大麻烦,同时信号传输的抗干扰能力也较差。随着现场总线技术的发展和应用,生产线的上述问题逐步得到了解决。
3 浮法玻璃生产线控制的网络结构
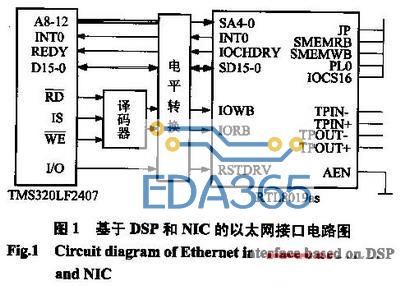
现对某浮法玻璃生产线的现场总线系统进行一下介绍。该系统采用PROFIBUS—DP现场总线技术并带有冗余技术结构的计算机控制与管理系统,对浮法玻璃生产进行过程控制与信息管理。控制系统采用综合模糊控制方式,实现熔化、锡槽、退火浮法玻璃三大热工设备的过程控制与信息管理,图1是三大热工设备控制系统的网络结构。由于系统比较复杂,涉及的操作点、控制点比较多,如果选用传统的控制方式电缆数量将非常的多,很不经济,而且维护和调试的难度都很大。因此我们采用分散控制、集中监控的PLC分布式控制系统,选用了现场总线PROFIBUS,通过网络实现工作现场、控制柜以及主控台之间的复杂控制。整个系统设为上位机操作站,下位机控制主站及控制从站,上位机采用IBM 工控机和西门子WINCC监控软件实现工艺流程显示。为了提高系统的可靠性,下位机主站采用双冗余的西门子S7—400系统进行实时控制,选用功能强大的CPU414—2DP作为PROFIBUS-DP的网络主站,3套具有硬件冗余的ET200M作为从站,每个从站包括2个IM153—2接口模块和若干个I/O模块。ET2OOM 通过PROFIBUS专用电缆和S7—400进行通讯,上位机与下位机通过以太网通讯,我们使用一对CP通讯卡(CP443—1),完成数据的采集和相互传送。
通过我们可以看到,冗余系统由两套PLC控制系统组成。正常工作时,A (MASTERPROFIBUS)系统为主,B (RESERVE PROFIBUS)系统为备用,当主系统A 中的任何一个组件出错,控制任务会自动切换到备用系统B当中执行,这时B系统为主,A系统为备用,这种切换过程是包括电源、CPU、通讯电缆和IM153接口模块的整体切换。系统运行过程中,即使没有任何组件出错,操作人员也可以通过设定控制字,实现手动的主备系统切换。








 热门文章
热门文章