APP下载
APP下载 登录
登录







1、 在机测量系统的基本组成及主要功能
1.1 在机测量系统的组成
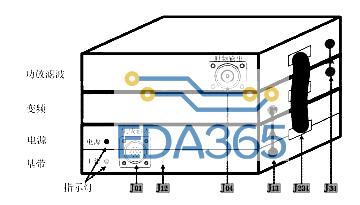
实施在机测量的在机量仪主要由接触式测头、信号接收器和输出电缆(或接口装置)组成,根据传送信号的性质,又分为红外线和无线电等二种。相比之下,后一种的信号传送能力更强些,不但传送距离大,在受到物体阻挡的情况下也不受影响。图一给出了一种典型系统的组成和工作过程:接触式测头的检测结果以红外信号方式发送到安装在加工中心内的接收器,接收器通过输出电缆(或经过接口装置)将信号传送到机床控制系统。目前,检测软件部分两类:由在机量仪厂家提供的全面三维计量在机测量软件,由在机量仪厂家或者机床厂商按实际需求编制好的简单的一维或二维几何特征测量宏程式。目前有很多用户采用后者辅助加工,有普及的势头。

在机量仪的接触式测头,测量的对象可以是工件、夹具,也可以是刀具,完全根据不同用户的需要来。设计和实施相应的功能。当检测对象是工件和夹具时,将采用图一中的测头1。此时,接触式测头就象刀具一样,平时存放在加工中心的刀库中,依照不同的要求,在一道加工工序之前或之后调出,再按程序执行自动检测,从而实现某种功能。而当检测对象是刀具,就采用图1中的测头2(也叫对刀仪),这时“座式”的测头被固定在加工中心的机床工作台面上。概括地说,通过在机量仪执行的在机测量,主要可以达到以下目的:
刀具状态的检测
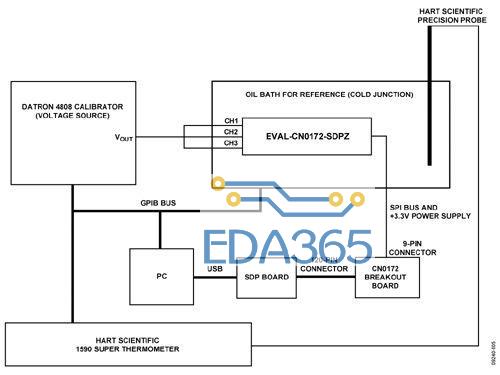
对刀具状态的检测也称为“对刀”,参见图二。此时,是利用设置在机床工作台面上的测量装置(对刀仪),对刀库中的刀具按事先设定的程序进行对刀测量,然后与既定值进行比较后作出判断。同时,通过对刀具的检测也能实现对刀具磨损、破损或安装型号正确与否的识别。图二是对刀测量的几个示例:

在“刀具状态检测”这种应用场合,检测信号采用的是前述电缆传送方式输入接口装置,或直接与机床数控系统连接。对刀测量装置有接触式和非接触(光学)式等两种,图二是较常用的接触式的示例。
机床加工参数的设定
通过在机量仪的在机测量,间接或直接地获取加工中心在执行下道工序时最合适的的加工参数,从而可大大提高工件的制造质量。这种有针对性的、智能化的工作方式在那些有配合关系或特殊要求的场合应用较多,如带缸套的缸体上平面加工、缸盖燃烧面的加工等场合。
确保正确的加工状态:工件、夹具的找正和补偿
所谓“找正”,是指为了保证工件的正确安装、定位而采取的相应措施。至于存在“不正”,则既有夹具方面的原因,也有工件自身因素的影响。无疑,加工状态的找正是确保工件加工质量的基础。另外,对于夹具“找正”过程中测得的偏差,以及由于受到温度变化和刀具磨损等渐变因素作用,加工状态的稳定性所发生的会影响到制成品质量的变化,在必要时还需采取一些补偿措施。在机测量系统在期间也发挥了重要的作用。
工件的自动检测
在一道工序完毕后,或者在所有工序都已完成后再对工件进行自动测量,即直接在机床上实施对制成品的检验,是机内在机测量的又一种功能。此时,相当于把一台坐标测量机移到了机床上,显然,这能大大减少脱机测量的辅助时间,降低质量成本。事实上,现今这种在机测量功能也确已十分强大,除了可进行各种几何元素的快速检测外,利用专门开发的软件还能完成脱机编程,通过在电脑中模拟,还可避免在机测量中可能发生的干涉、碰撞等现象。
2、应用实例
加工中心多年前在国内机械制造业已有所应用,但在机检测系统则还是近十年来才出现的一种过程控制设备和方式。由于能显著提升过程控制能力,提高制造质量、工作效率和降低差错,汽车行业、模具、航天航空及其他制造行业对其的应用逐渐广泛起来,而在汽车行业,汽车发动机、变速箱等工厂的应用日趋增多。以下一些来自汽车行业的生产实际的示例提供了充分的说明。
2.1、温度补偿和刀具磨损补偿
10年前,某发动机厂正在验收一条柔性缸盖自动生产线,在对其中二台加工中心几项关键线性尺寸参数进行设备能力评定时,发现机器能力指数都能满足要求。但当执行过程能力评价时,即对延续二班或更长时间的抽检数据进行统计分析时,就出现分散性较大,过程能力指数、值偏低的情况,即工序质量达不到规定的要求。经过对可能引起的原因较全面的剖析,确认是环境温度变化造成的,显然,若不采取补偿措施就难以消除由此引起的误差。最后,通过给机床添加了在机检测功能,终于彻底解决了问题。方法是:在刀库中配一触发式测头,根据预先设定的频次(如1次/10件),如同一把刀具般地取出,打在安装工件的夹具上的某一固定位置。由于正确地判断出这一位置的变化与受控关键尺寸之间存在着线性相关,因此就可以根据测得值的变化来调整进刀量,从而有效地实施了补偿。








 热门文章
热门文章