×


1、引言
广西是产糖大省,甘蔗糖产量占全国60%以上。由于糖厂压榨车间空气中糖分子浓度较高,许多电子测量仪器设备受到不断增加的糖分子附着、结块等恶劣环境的直接影响而无法实现甘蔗丝厚度的均衡控制,长期以来,制糖企业压榨车间榨量控制都是由操作人员凭经验手动调节操作,所以甘蔗榨量不稳定,瞬时负荷过大,造成撕裂机电机等机械部件损坏。
由于制糖企业中压榨工况的好坏对整个糖厂的稳定均衡生产至关重要,制糖企业又非常迫切需要解决甘蔗丝均衡传输自动调节的问题,为满足广西制糖企业的实际生产需要,我们利用放射源和γ射线传感器检测蔗层的厚度,通过微机和变频器控制输蔗机均衡速度,还利用微机监控程序完成了输蔗的自动计量和参数的在线设置,不但可以准确掌握日压榨量,自动计算原料抽出率,而且达到了均衡生产,减少设备故障率的目的。这对糖厂锅炉产汽量、蒸发罐入计、糖浆锤度稳定、甘蔗砍运、压榨、锅炉、蒸发、煮糖、成品等各个生产环节的稳定都起到了关键性的控制作用。
2、系统工作原理
2.1 系统控制过程
拖动电机选型确定以后,其传动比、传动齿轮齿数、齿距也就确定,传送带上传送甘蔗丝的速度v和拖动电机转速n的关系为:

式中m为传动链轮齿距,z为甘蔗丝传送机传动轮齿数,a为传动比,ni为拖动电机转速。传送带上甘蔗丝的重量表示如下:

2.2 射线传感器测量蔗层厚度原理
γ射线传感器是利用放射性同位素,依据被测物料对γ射线吸收、反散射和透射作用而进行工作的。当核放射源放射出的γ射线穿透甘蔗丝到达γ射线传感器的过程中,一部分γ射线被甘蔗丝吸收,一部分γ射线透过甘蔗丝被γ射线传感器吸收;在γ射线的照射下,γ射线的强度和被测甘蔗丝厚度之间的关系为:

式中I和I0分别为γ射线穿过被测甘蔗丝后的辐射强度和穿过被测甘蔗丝前的辐射强度,C为积因子,m为线性衰减系数,d为被测甘蔗丝厚度。因此,I0一定时,I值的相对变化量就反映了甘蔗丝厚度d。
γ射线传感器输出的微弱电流信号,经前置放大器放大后,输出一个能反映传输带上甘蔗丝厚度的电压信号。由于γ射线传感器输出电压信号与输入γ射线强度成正比关系,则式(3)可转换为:

式中U和U0分别为γ射线穿过被测甘蔗丝后的辐射强度和穿过被测甘蔗丝前的输出的电压信号,WL为传送带上单位长度载荷量,B为甘蔗丝的平均宽度,μm为吸收系数。则载荷量:
由式(2)和式(9)可知,通过检测传送带上甘蔗丝的厚度和传送带的速度,便可得到甘蔗丝的瞬时流量。
3\系统设计
3.1 硬件设计
如图1所示,系统硬件由放射源、γ射线传感器、工业计算机、数据采集卡、滤波器、旋转编码器、定时器/计数器、变频器、大屏幕显示器等组成。
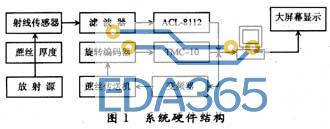
甘蔗丝厚度检测选用γ射线传感器长度为1 500 cm,源部件采用双源法。放射源与γ射线传感器分别置于被测甘蔗丝的上下两侧,其距离是一定值,在放射源和被测甘蔗丝都确定的情况下,对于长半衰期的同位素,由于放射源发出的γ射线在短时间内可视为常数,甘蔗丝越厚,吸收的γ射线越多,安装在传输带下方的γ射线传感器接收到的γ射线就越少。因此,γ射线传感器接收到的γ射线强弱反应了甘蔗丝厚度的相对变化量,γ射线传感器将接收到的γ射线转换成微弱的电流信号,经前置放大器放大后,输出正比于传送带上甘蔗丝厚度的电压信号,经低通滤波器滤波后送到A/D采集卡ACL-8112采样,采样数据接入计算机计量。
在传送机从动轮轴上安装一个OMROM E682旋转编码器,旋转编码器能将机械角位移量转换为与之对应的速度脉冲信号,经定时器/计数器TMC-10测量得到传输送机从动轮的角速度,角速度可由脉冲数决定,由于从动轮半径己知,就很容易计算得到传送机的速度。20同时,TMC-10还用于产生精确的定时中断信号。
SIEMENS 6SE70变频器根据蔗丝厚度的变化量输出4~20 mA电流,经变换得到2~10 V电压,计算机根据电压值的大小自动调节传送机的速度,从而达到了调节传送带上蔗丝流量均衡传输的目的。
为方便现场工作人员观测生产数据,将计算机显示的部分内容通过RS 232传送到生产现场的大屏幕显示器上显示生产数据。
3.2 软件设计
系统软件采用TURBO++3.0编制,使用自带小汉字库技术,系统软件不仅可以脱离汉字操作系统运行,减少内存占用量,而且避免了汉字操作统之间的冲突。系统软件除了显示瞬时流量、传送机瞬时负载、传送机瞬时速度、班产量、日产量、当月累计量、当年累计量、系统运行状态等信息外,还具有历史记录查询、定时或随时打印生产报表、系统参数标定、产量设定,显示实际产量、正常工作时间、停机时间、空带运行时间等功能。
主程序流程图如图2所示。
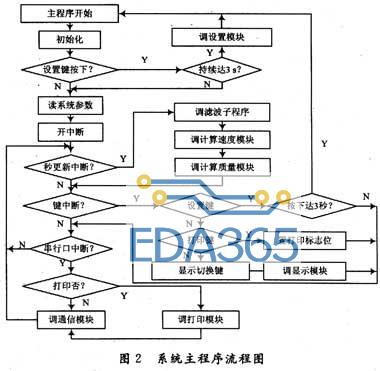
开机后,首选进行系统初始化,然后进入循环程序,在循环程序中,每秒刷新一次显示,循环判断系统的运行状态,是否有功能键按下以及是否到换班时间,若有功能键按下,则进行相应处理;如果到换班时间,则执行中断服务程序。中断服务程序流程如下:保护现场→采样γ射线传感器输出电压→采样旋转编码器脉冲信号→计算瞬时速度→计算瞬时负荷和累计产量→恢复现场→中断返回。为了实时显示系统当前的生产状态,还利用Kingview6.00软件开发了动态显示功能。
4、系统标定
速度标定:首先测出传送机从动轮直径的d,传送带的速度v=ω·d/2便可算出,式中ω为传送机从动轮的角速度,由E682旋转编码器输出脉冲信号,经定时器/计数器TMC-10测量得到。
空载电压标定:将传送带上的甘蔗丝清空,传送机空载运行,γ射线传感器输出电压稳定后(稳定时U0瞬时值变化《20 mV,平均值变化《5 mV),再连续6次采样γ射线传感器上的电压,其平均值即为空载电压U0。
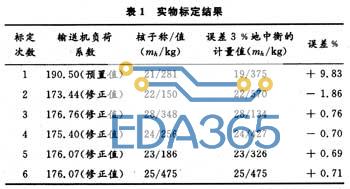
实物标定:首先进入实物标定程序,输入传送机从动轮直径d、空载电压U0、负荷系数K(预先输入经验值),然后给传送带上投放甘蔗丝,开始进行计量,输送带上具有一定厚度的甘蔗丝经γ射线传感器后,系统停止标定,系统自动累计结果mh。若以标准称(地中衡:误差≤0.3%)的称量结果mb不相等时,则按K’=mb/mh对K值进行修正,再次投放甘蔗丝,并重新标定,直到满足系统误差∣δ∣=[(mb-mh)/mb]100%=1%为止。实物标定过程及结果如表1所示。
5、结语
这套系统投入使用后对糖厂提高产品质量起到积极作用:
(1)一级白砂糖色值下降了20 IU,二氧化硫残留量仅有21 mg/kg,还原糖为 0.05%;
(2)系统动态计量误差≤1.5%,压榨抽出率96%,蔗渣水分47.5%,蔗渣转光度2.15%,糖厂压榨车间安全率达到99%;
(3)甘蔗压榨量均衡稳定,输送制炼车间蔗汁均衡,锅炉产汽量、蒸发罐入和糖浆锤度稳定;
(4)有利于沉淀池蔗汁沉淀,提高了澄清效率。
『本文转载自网络,版权归原作者所有,如有侵权请联系删除』








 热门文章
更多
热门文章
更多

 基于ADS8364与TMS320LF2407实现新型智能测磁仪的设计
基于ADS8364与TMS320LF2407实现新型智能测磁仪的设计







 APP下载
APP下载 登录
登录







