
在许多精密零部件中,有些特殊位置或形状的油道孔会给加工带来较大的难度。比如图1的一款内轮毂零件,上有几个油道孔,其中一个位于孔内且与内孔轴线相交60°。虽然油道孔的精度要求不高,但是刀具伸出长度长、材料强度高且位置关系复杂,所以加工难度非常大,必须要使用钻夹具,否则无法进行加工。
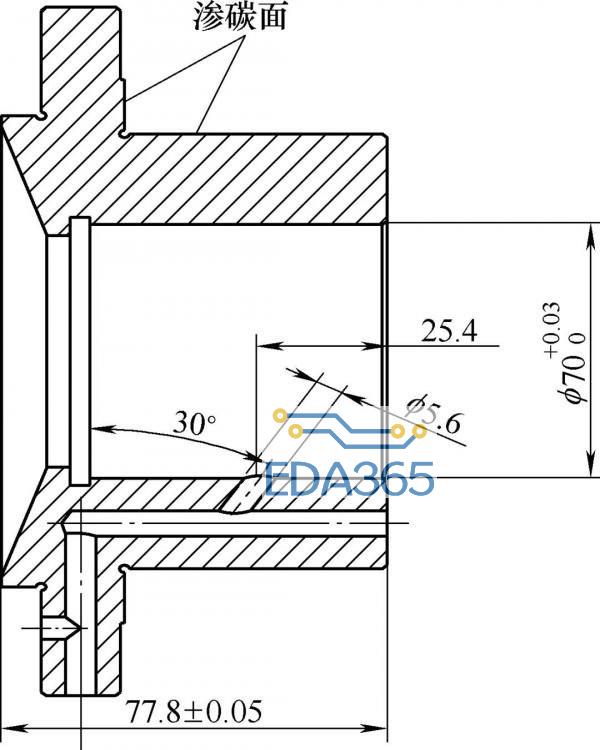
图1 内轮毂零件
旧夹具的缺点
以下为以前使用的钻夹具简图,在使用过程中发现了以下不足:
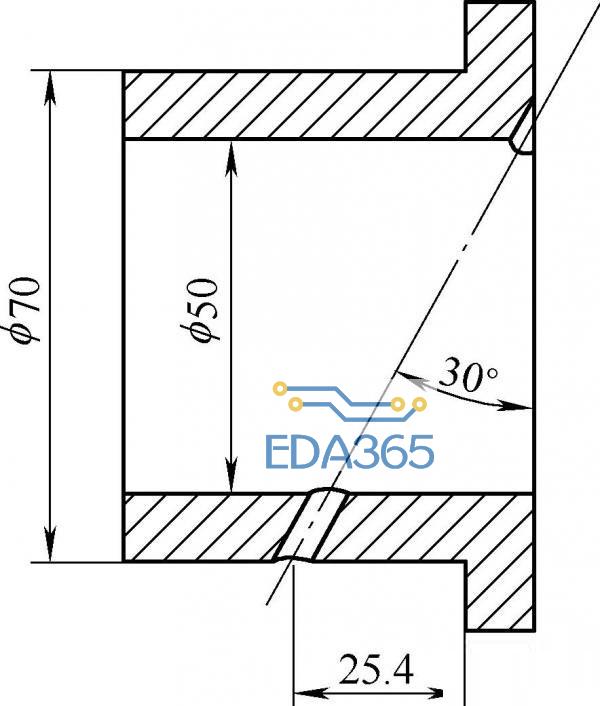
图2 旧钻模
①该钻模无法单独使用,且要与分度头配合,导致整体结构变大。
②定位装置欠缺,使用过程中必须每件都先找正钻模引导孔与零件贯穿孔的位置,再通过旋转分度头找正位置,操作麻烦且质量不稳定。
③钻模没有完全被限制自由度,加工中容易出现窜动,同时钻模本身也会出现磨损(如图3),使加孔位置不正确,甚至造成工件及夹具报废。而且此夹具无法在数控机床或自动化设备上使用。

图3 磨损严重的钻模实样
新钻夹具的设计思路及技术要点
通过对零件加工要素及零件整体结构的认真分析研究,整理出新的钻夹具的设计思路及技术要点:
①保证内孔轴线与钻头角度关系,油道孔轴线与钻头轴线平行。
②油道孔与贯穿孔的位置关系及各组件之间的相对位置固定。
③保证模芯材料的硬度和引导孔有一定的深度,以增加夹具的使用寿命。
⑥活动部件以减轻质量为目的,便于操作。
夹具的制造工艺
根据设计思路及加工要求,确定工件采用左端面及φ70mm内孔作为主定位基准,贯穿孔φ7mm作为辅助定位。工艺方法:底板7和3为相对固定组件,保证两底板之间夹角120°。底板3和模芯采用腰形键槽结构联结,为相对运动组件。模芯上定位销孔的轴线、引导孔的轴线要和外圆轴线在一个平面内,并根据零件上贯穿孔的位置制作定位销孔。

图4 夹具装配爆炸图
1-螺栓 2-开口垫片 3/7-底板
4-工件 5-模芯 6-定位销
综合考虑模具的耐用度、工艺性及经济性要求,模芯选用40Gr、定位销选用T10材料,螺栓选用标准件,其余部件不作材料要求。
夹具的实际应用及注意事项
在使用夹具的过程中要注意以下几点:

图5 在普通台钻上使用夹具钻孔
①钻油道孔的工序需要安排在φ70mm内孔精加工之前,防止因为装夹而引起内孔划伤。
②模芯外圆和工件内孔、模芯和底板3之间需要选用合理的配合间隙。定位销采用菱形销,可以补偿贯穿孔在加工中的位置误差。

图6 在数控设备上使用夹具钻孔
③在普通台钻上钻孔时夹具可以不加以固定,但是在数控机床及自动化设备上钻孔时一定要固定夹具,防止出现不可预见的意外。
④在即将钻穿时要适当降低进给速度,防止因为钻头的单边切削而卡钻头损坏工艺系统。
该夹具通过在公司实际生产中的应用证明:生产效率提高了50%左右且产品质量稳定,结合它可以适用于普通设备也可用于数控及自动化设备的特点,除适用于文中的内轮毂外,也可以作为所有有类似结构零件的夹具设计范本。
责任编辑:gt
『本文转载自网络,版权归原作者所有,如有侵权请联系删除』








 热门文章
更多
热门文章
更多

 新网站为数字化制造投资决策提供实用指南
新网站为数字化制造投资决策提供实用指南






 APP下载
APP下载 登录
登录







