APP下载
APP下载 登录
登录







0 引 言
我国是燃煤大国,煤炭占一次能源消费总量的75%。随着煤炭消费的不断增长,燃煤排放的二氧化硫也不断增加,致使我国酸雨和二氧化硫污染日趋严重。为了实现SO2的减排目标,国家制定了一系列的环保措施。目前国内烟气脱硫工艺设备的设计、制造、安装和调试水平已有了大幅度的提高,已建成、投运了一大批大型机组火电机组烟气脱硫系统。但据了解,目前投运的火力发电厂都还存在着不少这样或那样的技术问题,其中热工自动化投入水平不高是其中的一个重要技术问题,如测量不准,系统自动投不上,系统调节品质差等,致使一些电厂的脱硫系统出现运行故障多、不能与发电机组完全同步运行或运行中脱硫效率达不到设计值或系统运行成本高等问题。对于整个烟气脱硫系统,作为监视、控制脱硫系统运行的控制系统是重要的组成部分,它既要保证脱硫系统的正常工作和异常工况的系统安全,又要与单元机组控制系统相协调,保证锅炉的安全运行。
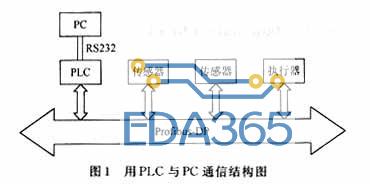
控制系统采用DCS虽然自动化程度大为提高,但由于脱硫工艺系统总的监控点数(一般为600~1 000点)远低于能满足单元机组控制的DCS系统的经济规模(一般为5 000~10 000点),造成控制系统造价偏高,经济性下降。目前,国内许多电厂在烟气脱硫控制上己开始尝试采用可编程控制器PLC作为控制主机,将脱硫控制纳入全厂辅助系统网络集中监控,既保证可靠性,又能大幅度降低系统造价。
本文研究采用可编程控制器PLC作为控制主机,进行脱硫控制系统的硬件设计,给出了具体的设计方案及各功能模块的详细设计。现场实际运行结果证明了设计方法的有效性。
1 烟气脱硫工艺流程
石灰石/石膏湿法烟气脱硫的基本工艺流程为:锅炉烟气经过除尘器除尘后,由引风机送入脱硫系统,烟气由进口烟道进入由增压风机增压后,经气气换热器(GGH)降温,进入吸收塔。在吸收塔内,烟气由下向上流动,石灰石浆液由上向下洗涤烟气,在吸收塔底部,鼓入空气进行氧化,生成的石膏由石膏浆液泵送人脱水系统图1是典型的石灰石/石膏湿法烟气脱硫工艺流程图。
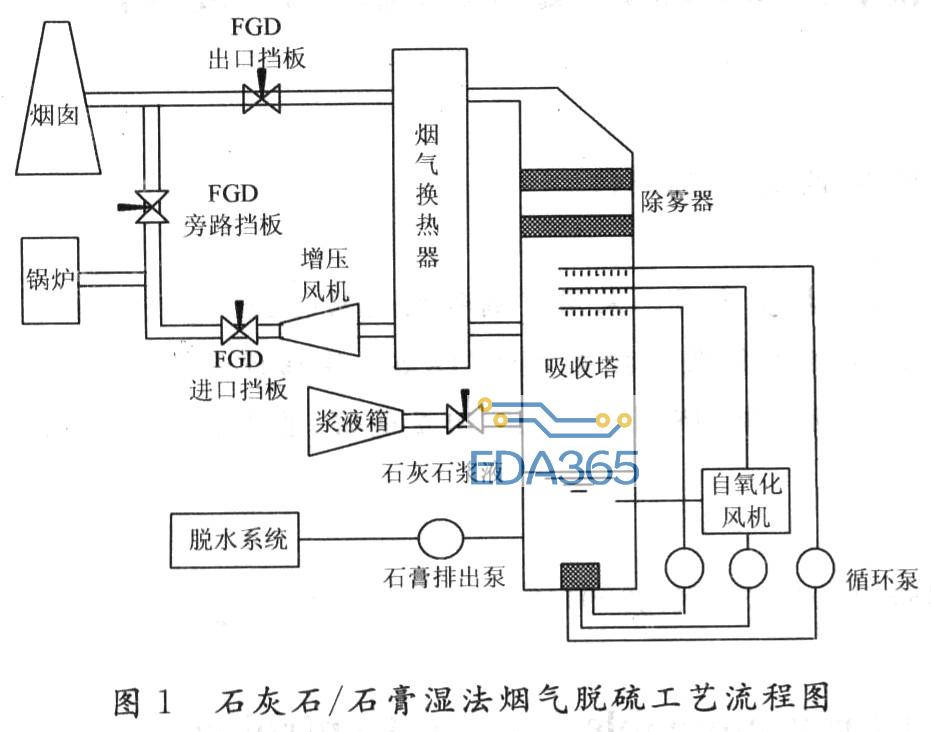
石灰石/石膏湿法脱硫工艺系统(单台机组)主要由八个子系统组成,分别为烟气系统、吸收氧化系统、石灰石浆液制备系统、脱水及输送系统,排放系统、工艺和工业水系统、杂用和仪用空气系统、废水处理系统。每个系统都是一个完整的子系统,当以PLC作为系统主控机时,每个子系统可以作为PLC的一个功能模块。








 热门文章
热门文章