APP下载
APP下载 登录
登录







1 系统结构框图
数控机床等现代加工设备是采用自动控制、数字装置或计算机,全部或部分地取代一般通用机床加工零件时的人工控制。数控机床的各种控制功能,均是以数字和文字代码方式为控制指令,并通过数字装置的控制来实现的,自动进给数控系统是现代加工设备的核心部分,它由数字逻辑电路组合而成,广泛应用于数控设备的自动进给控制系统中。图1是自动进给系统的逻辑框图。它由位置检测电路、控制脉冲生成电路、控制门、脉冲源、可编程计数器、进给脉冲分配器、放大驱动电路和步进电动
2 基于IC74191的自动进给控制系统的设计
图2是基于IC74191的自动进给驱动系统的电路图。集成计数器(74191)、4-16线译码器(74159)、16选1数据选择器74150、编程开关[D][C][B][A]、译码显示器组成状态译码置零可编程计数器。状态译码置零可编程计数器要求7419l的预置数端D、C、B、A置零,即DCBA=0000。741191的输出端QD,QC,QB,QA接74159的数码输入端,并在输出端翻译出相应的16个状态(数字),再由74150通过编程开关[D][C][B][A]选中其中的一个数字,在74150的W端输出,经过一个非门电路送至74191的预置数控制端,即LOAD'端,就可通过编程开关[D][C][B][A]使74191成为可编程可变进制计数器。表1是该计数器的编程状态表。

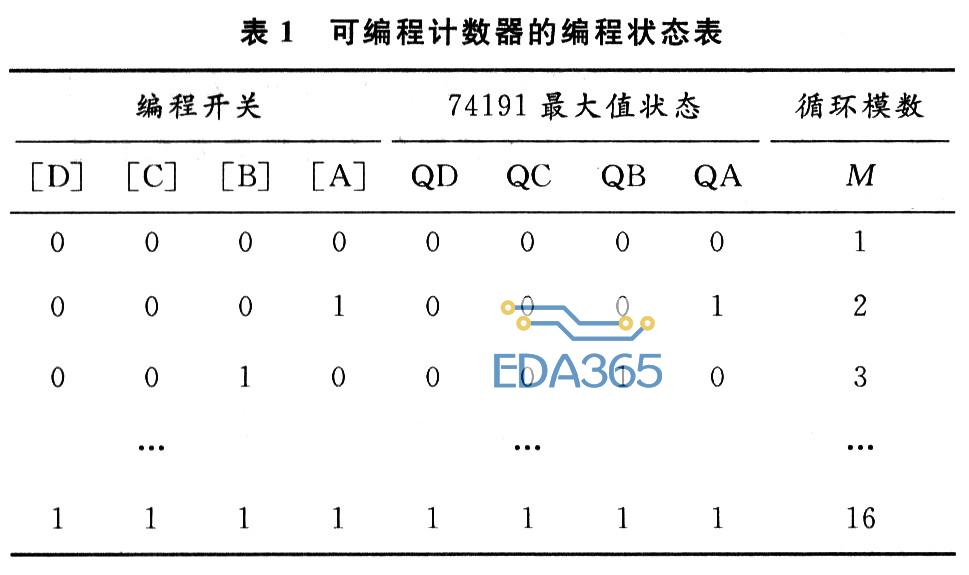
当刀具的进给当量设计为6个CLK脉冲时,如图2所示,编程开关取值[D][C][B][A]=0110,计数器的状态依次为0000,0001,0010,0011,0100,0101,0110,译码显示器显示出相应的十进制数为0,1,2,3,4,5,6,然后停止工作,等待下次进给启动信号的到来。自动进给控制电路由输入端与非门(7410)(构成RS触发器)、与非门G(自动进给控制门)、时钟脉冲信号源Us等组成,Us是由555定时器构成自激多谐振荡器,振荡频率设计为2~5 Hz,适于刀具进给速度为2~5次/s。S1,S2为常开延时打开定时开关,转换开关[X]代替位置检测装置,发出位置检测负脉冲信号。可编程计数器的编程状态表如表1所示。
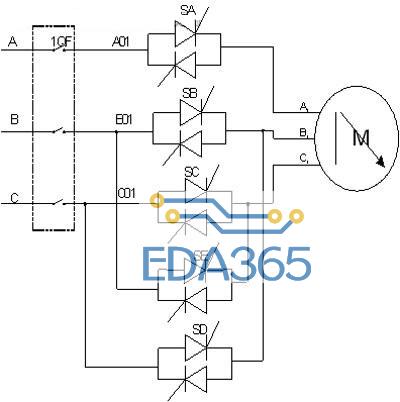
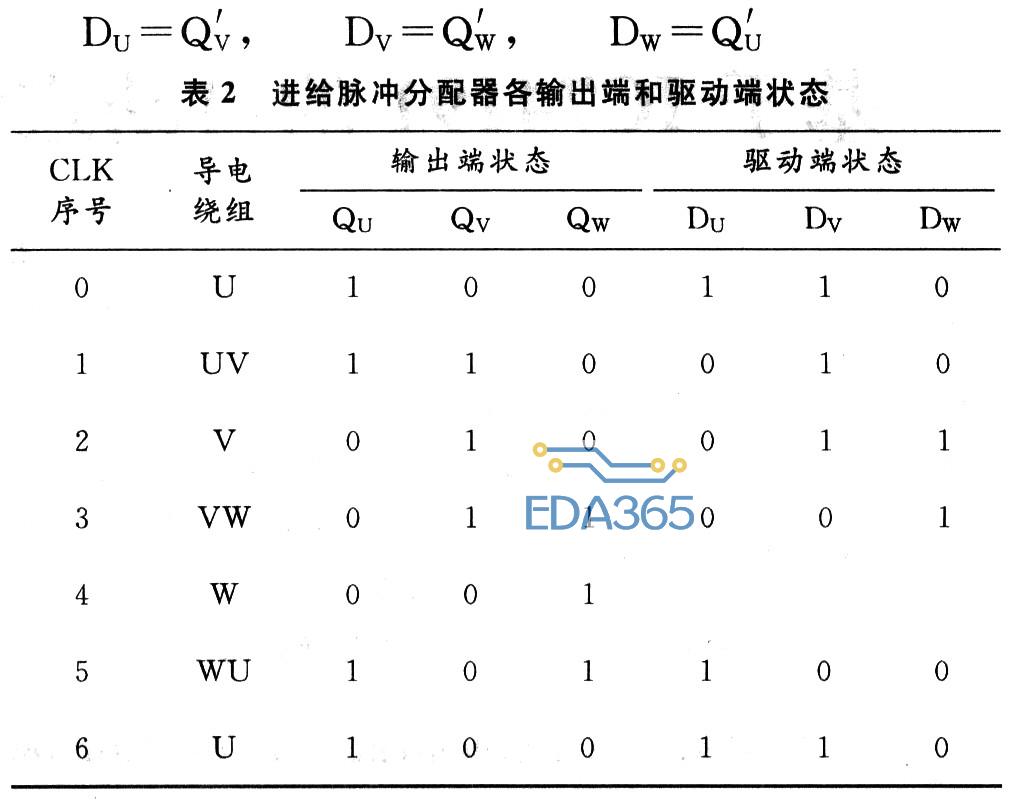
图2中的4D触发器(74175)中的3D触发器构成进给脉冲分配器,即环形分配器,进给脉冲分配器是将进给脉冲按照一定顺序轮流分配给步进电动机各相绕组的电路,其电路的形式和步进电动机的结构、型号及控制方式有关。该系统的步进电动机采用三相六拍励磁方式,三相绕组的导电次序为U→UV→V→VW→W→WU→U。进给脉冲CLK到来之前,进给脉冲分配器先复位,再通过定时开关S2将其置成QUQVQW=100,即DU=1,DV=1,DW=0,第一个CLK脉冲过后,环形分配器输出为QUQV,QW=110,由此可列出进给脉冲分配器各输出端和驱动端状态如表2所示。各触发器驱动端的驱动方程式分别为:









 热门文章
热门文章