APP下载
APP下载 登录
登录







我们先看网上流传的PID参数整定口诀:
参数整定找最佳,从小到大顺序查
先是比例后积分,最后再把微分加
曲线振荡很频繁,比例度盘要放大
曲线漂浮绕大湾,比例度盘往小扳
曲线偏离回复慢,积分时间往下降
曲线波动周期长,积分时间再加长
曲线振荡频率快,先把微分降下来
动差大来波动慢。微分时间应加长
理想曲线两个波,前高后低4比1
一看二调多分析,调节质量不会低。
它是什么时候开始在网上流传的不太清楚。
现在再看另一首口诀:
参数整定寻最佳,从大到小顺次查。
先是比例后积分,最后再把微分加。
曲线振荡很频繁,比例度盘要放大。
曲线漂浮绕大弯,比例度盘往小扳。
曲线偏离回复慢,积分时间往下降。
曲线波动周期长,积分时间再加长。
理想曲线两个波,调节过程高质量。
这是一首用经验法进行PID参数工程整定的口诀,该口诀流传至今已有几十年了,其最早出现在1973年11月出版的《化工自动化》一书中。现在网上流传的口诀,看来大多是以该口诀作为蓝本进行了补充和改编而来的,如:“ 曲线振荡频率快,先把微分降下来,动差大来波动慢。微分时间应加长。”还有的加了:“ 理想曲线两个波,前高后低4比1,一看二调多分析,调节质量不会低。”等等。
现dlr结合这两首口诀,进行一些浅析。
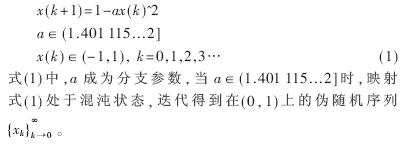
控制系统在设计、整定和运行中,衡量系统质量的依据就是系统的过渡过程。当系统的输入为阶跃变化时,系统的过渡过程表现有:发散振荡、等幅振荡、衰减振荡、单调过程等形式。在多数情况下,dlr都希望得到衰减振荡的过渡过程,且认为如图1所示的过渡过程最好,并把它作为衡量控制系统质量的依据。
选用该曲线作为控制系统质量指标的理由是:它第一次回复到给定值较快,以后虽然又偏离了,但偏离不大,并且只有极少数几次振荡就稳定下来了。定量的看,第一个波峰B的高度是第二个波峰B‘高度的4倍,所以这种曲线又叫做4:1衰减曲线。在调节器工程整定时,以能得到4:1的衰减过渡过程为最好,这时的调节器参数可叫最佳参数。
先谈谈口诀“参数整定寻最佳,从大到小顺次查。”中的最佳参数问题,很多仪表工都有这样的体会,在现场的调节器工程参数整定中,如果只按4:1衰减比进行整定,那么可以有很多对的比例度和积分时间同样能满足4:1的衰减比,但是这些对的数值并不是任意的组合,而是成对的,一定的比例度必须与一定的积分时间组成一对,才能满足衰减比的条件,改变其中之一,另一个也要随之改变。因为是成对出现的,所以才有调节器参数的“匹配”问题。而dlr在实际应用中只有增加一个附加条件,才能从多对数值中选出一对适合的值。这一对适合的值通常称为“最佳整定值”。“从大到小顺次查”中“查”的意思就是找到调节器参数的最佳匹配值。而“从大到小顺次查”是说在具体操作时,先把比例度、积分时间放至最大位置,把微分时间调至零。因为我们需要的是衰减振荡的过渡过程,并避免出现其它的振荡过程,在整定初期,把比例度放至最大位置,目的是减小调节器的放大倍数。而积分放至最大位置,目的是先把积分作用取消。把微分时间调至零也是把微分作用取消了。“从大到小……”就是从大到小改变比例度或积分时间刻度,实质是慢慢的增加比例作用或积分作用的放大倍数。也就是慢慢的增加比例或积分作用的影响,避免系统出现大的振荡。最后再根据系统实际情况决定是否使用微分作用。
“先是比例后积分,最后再把微分加。”是经验法的整定步骤。比例作用是最基本的调节作用,口诀说的:“先是比例后积分”,目的是简化调节器的参数整定,即先把积分作用取消和弱化,待系统较稳定后再投运积分作用。尤其是新安装的控制系统,对系统特性不了解时,dlr要做的就是先把积分作用取消,待调整好比例度,使控制系统大致稳定以后,再加入积分作用。对于比例控制系统,如果规定4:1的衰减过渡过程,则只有一个比例度能满足这一规定,而其它的任何比例度都不可能使过渡过程的衰减比为4:1。因此,对比例控制系统只要找到能满足4:1衰减比时的比例度就行了。
在调好比例控制的基础上再加入积分作用,但积分会降低过渡过程的衰减比,则系统的稳定程度也会降低。为了保持系统的稳定程度,可增大调节器的比例度,即减小调节器的放大倍数。这就是dlr在整定中投入积分作用后,要把比例度增大约20%的原因。其实质就是个比例度和积分时间数值的匹配问题,在一定范围内比例度的减小,是可以用增加积分时间的方法来补偿的,但也要看到比例作用和积分作用是互为影响的,如果设置的比例度过大时,即便积分时间恰当,系统控制效果仍然会不佳。
在有的场合,也可不强求以上步骤,而dlr是采取按表-1的经验整定法PID参数凑试范围一览表,先把积分、微分时间选择好,然后由大到小的改变比例度进行凑试,直至调节过程曲线满意为止。积分时间和微分时间预置后用比例度凑试,其体现的是经验,如果没有经验就成为盲目调试了。此方法的缺点是当同时使用比例、积分、微分三作用时,不易找到最合适的整定参数,则反复的凑试会费很多时间。

“曲线振荡很频繁,比例度盘要放大。”说的是比例度过小时,会产生周期较短的激烈振荡,且振荡衰减很慢,严重时甚至会成为发散振荡,如图2所示。这时就要调大比例度,使曲线平缓下来。
“ 曲线漂浮绕大弯,比例度盘往小扳。”说的是比例度过大时会使过渡时间过长,使被调参数变化缓慢,即记录曲线偏离给定值幅值较大,时间较长,这时曲线波动较大且变化无规则,形状像绕大弯式的变化,如图3所示。dlr这时就要减小比例度,使余差尽量小。

“曲线偏离回复慢,积分时间往下降。曲线波动周期长,积分时间再加长。”说的是积分作用的整定方法。当积分时间太长时,会使曲线非周期地慢慢地回复到给定值,即“曲线偏离回复慢”,如图2-4所示。则应减少积分时间。当积分时间太短时,会使曲线振荡周期较长,且衰减很慢,即“曲线波动周期长”,如图4所示。则应加长积分时间。

调节器的参数按比例积分作用整定好后,dlr可在积分时间的0.2~0.5倍范围内来调整微分时间。即“最后再把微分加。”由于微分作用会增强系统的稳定性,故采用微分作用后,调节器的比例度可以再增大一些,一般以增大20%为宜。微分作用主要用于滞后和惯性较大的场合,由于微分作用具有超前调节的功能,当系统有较大滞后或较大惯性的情况下,才应启用微分作用。
为方便理解几十年前的口诀,对有关问题谈点看法。
① 关于比例度盘
口诀是仪表工实际工作的总结,但由于历史的原因,当时仪表工所接触的大多是气动调节仪表,最早的是04型基地式气动调节仪表,后来是气动单元组合仪表,七十年代初期电动仪表在工厂的应用也是很有限的。气动仪表调比例度就是改变一个针形阀门的开度,为便于dlr观察阀门的开度,阀门手柄上有个等分刻度盘;电动仪表调的是电位器,同样也有一个等分刻度盘;这就是口诀中说的:“比例度盘”。
② 过程曲线的观察
经验法的实质就是看曲线,调参数。








 热门文章
热门文章