×


随着石油勘探技术的发展及石油开发区域的不断扩大,油井深度也日益增大,尤其在西北地区,3 000米以上的油井在各油田分布很多。油管作为石油开采的重要管材,市场需求量日益增大,但是在对较深的油井进行开采时,由于油管自重增加,油管接头处要承受很大的拉应力,因而对其强度要求很高。同时,由于采油技术的需要,经常通过油管注入高压水或气体,有时还需注入酸液进行酸化处理以增加采收率,所以油管还要承受很大的内压力。因此,近年来,各油田不仅对油管的需求量逐年增多,而且对其质量也提出了更严格的要求。
2 存在问题
某公司有一套利用传统继电器控制的油管生产线,此生产线主要由液压加厚机、步进机构、气压控制系统、中频感应加热炉、电气控制系统等组成。由于该套生产线投产时间长,控制系统落后,所以电气系统经常出现故障,造成了生产线停机,严重影响了生产,并且该套生产线没有设置监控系统,管理者不能及时全面掌握生产线的运行情况,设备的运行情况依靠生产线上每个员工随时进行检查,工人劳动强度大,电气系统维修费用高,安全隐患多,已远远不能满足生产需求。因此,对油管生产线电气控制系统进行改造,设计一套自动化程度高的工业控制系统,降低工人劳动强度,提高加工精度和加工效率,保障油田开采中对油管的需求成为当务之急。
3 方案设计
3.1 逻辑控制部分
(1)目前,世界上生产PLC产品的主要企业分布在美国、欧洲和日本。主要企业有美国A—B公司、通用电气(CE)公司,德国西门子(SIEMENS)公司、AEG公司,日本的欧姆龙、三菱等。主要PLC产品的模块、软件价格见表1。根据现场需求及各公司产品性能及价格,逻辑控制部分选择西门子S7—200型。
(2)采用西门子S7—200 PLC为下位机。它主要由机架、CPU模块、信号模块、功能模块、接口模块、通信模块、电源模块和编程设备组成,各模块安装在机架上,系统构成和扩展都十分方便,不仅具有模块化、易于分布实现、运行可靠、性价比高等优点,同时具有逻辑判断、顺序控制、定时、计数和运算等功能,能够控制各种机械运动。PLC的输人信号有开关、故障信号、传感器信号等,输出信号主要为控制电机、电磁阀、指示灯等。
3.2 数据采集监控部分
生产数据采集监控部分采用工业计算机,在生产线上设置监控室进行集中监控。监控室内设置2面操作柜、2部监视器,生产线信息通过摄像头反馈至监视器,操作人员通过监视器对生产情况进行监控,能够在第一时间发现并安排人员及时排除故障。
3.3 控制系统软件
控制系统软件包括下位机PLC控制软件和上位机人机界面软件。下位机编程软件采用STEW/V5.4,主要功能是完成系统的硬件配置和编程。上位机采用组态王V6.53,主要功能是实现人机交互界面,显示设备的运行状态、运行情况、故障状态等信息。
4 系统设计
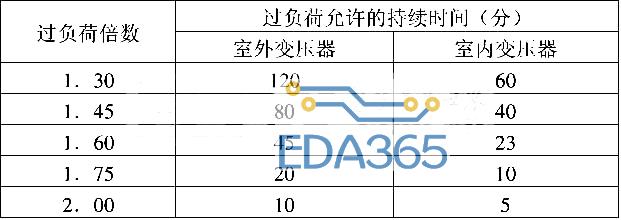
4.1 变压器负荷校核
原配电柜共计5面,编号为1撑一5#,原变压器容量1600 kVA,变压器至配电柜母排是2×80×8 mm铜母排(40℃载流量2660A。对生产线电气系统进行改造,因为利用原有的变压器及动力配电柜,所以需要进行变压器负荷的校核,负荷见表2。
4.2 工房电气设计
(1)原有的1 600 kVA变压器,1#(断路器3200A)、幼(无功补偿)及磷(断路器1200A)配电柜、铜母排均符合要求;
(2)4#配电柜为四台中频感应加热炉提供电源,5群配电柜为液压加厚机提供电源,这两面配电柜内断路器不符合生产线的要求,需进行改造。
4.3 控制系统设计
液压加厚生产线管料输送需实现自动、手动上下料,工装动作过程由PLC自动控制,整条生产线的设备集中于监控室进行监控,操作人员可通过监视器观察生产线的生产情况,因此针对上述要求进行控制系统的设计。
4.3.1 生产过程控制设计
采用西门子S7—200系列小型可编程控制器,该PLC具有程序容量大、运行速度块、编程灵活、多种中断,性能优良、且价格低等优点。目前此种类型的PLC已成功应用于机械行业各种生产线,效果较佳,可满足工厂需求。同时,中频加热以及液压加厚工位送料精度要求较高,因此设计两种方案进行对比、分析。方案一:控制液压加厚机送料精度。液压机前端加装光电开关,当油管输送至液压机前时,光电开关发出到位信号,此时旋转编码器立刻启动,当旋转编码器运行到设定值时,将信号反馈给输送辊道,输送辊道立刻停止,此时油管被准确送人液压机进行加工。加工完毕后,根据液压机反馈信号将油管自动送出到固定位置。
此方案送料精度由旋转编码器精度和光电开关灵敏度决定,运转过程中严格受到旋转编码器磨损量的限制,当编码器滚轮出现磨损现象时需及时调整参数,若未及时发现此问题,则会造成送料长度偏差。方案二:控制油管中频感应加热炉前对齐位置以及液压机机械手送料长度。钢管被送入中频加热前,首先进行对齐操作,对齐采用光电开关感应停止。当中频加热完成后,通过平移梁将钢管送入液压机加工工位。此时,机械手抱紧钢管,将钢管送人液压机,机械手设置固定行程。
此方案机械手为死行程,送料精度只要严格控制光电开关灵敏度,而机械手只需定期维护即可。这种方案方便、可靠、精准,因此液压机的送料精度控制采用方案二。
4.3.2 监控系统设计
上位机系统设计主要分为系统参数、故障监控、生产动态、电机监控等,操作人员可以根据生产工艺,方便的更改参数和监控现场生产运行情况。选用组态王V6.53设计人机交互界面,通过界面可查询中频透热炉的加热温度、加热时间、启停状态以及中频电压。将中频透热炉的操作面板转接至人机交互界面上,可设置中频透热炉的相关参数以及监控生产线设备的运行状态。操作面板采集到的信号反馈至PLC,PLC再对生产线各设备进行控制操作。在两台液压机、4台中频透热炉以及整条生产线安装摄像头,监控各个工位工作情况。监控室设置相应的接收设备,将摄像头采集到的信息反应于监控室的显示屏上,实现生产线远程控制、集中控制,方便操作人员及时发现、排除故障,保证生产线的正常运行。
5 结束语
自主设计的工业控制系统替代传统继电器控制系统后,操作人员能根据操作屏反馈的信息及视频系统中显示的信息,对生产线进行生产监控及故障排除。控制系统操作界面友好,运行安全可靠,现场监控一目了然,不仅降低了工人劳动强度,减少了维修次数,节省了设计费用20多万元,每年还可节省人工成本约30万元,具有显著的经济效益。
『本文转载自网络,版权归原作者所有,如有侵权请联系删除』








 热门文章
更多
热门文章
更多

 Vista系统下提高SATA硬盘性能
Vista系统下提高SATA硬盘性能





 APP下载
APP下载 登录
登录







