引言
现时国内企业中使用的易拉盖设备大部分都是从国外引进,核心技术一直由欧美控制,而且不能拥有自己的技术图纸和参数,在软硬件维护上十分困难,需要依赖原设备厂家的技术支持,无论在时间响应上还是维护费用上都要付出不菲的代价。
如上所说,国内某制盖企业的基础盖harr冲床生产线,由于生产线已使用十多年,故障点非常多,维修费用十分昂贵,客户要求将其升级,以便延长使用寿命并方便维护。
项目的工艺
原工艺:片材由真空吸盘一张一张吸起,通过输送带输送到工作区域,由机械手抓取片材送入冲压模具下,冲头落下冲压片材完成一次冲压,等冲头抬起一定角度,两排模具中间的高压气嘴吹气,使基础盖飞入出盖盒,再由嵌入其内部的输送带送入下一个工位。同时机械手将片材送入一个步距等待下一次冲压,直到一张片冲完再取另一张片。
由机械手取片材的效率并不高,并且机械手的检测点很多,使整个系统的故障频发,如果使用伺服系统送片,其优越的精度控制和动态特性必然能将设备效率提升,并大大减少了中间环节的故障点。
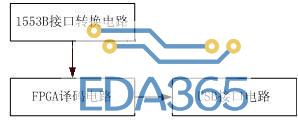
送片工艺改成:片材有输送带送到工作区域,由精定位电机精确定位到距离冲头的某个位置,前压辊压下,定位电机退回等待下一张片材。前送料辊将片材安一定步距逐步送到模具下方完成前部分的冲压,到达中间由后压辊压下完成前后送料辊的交接,并由后送料辊完成剩下的冲压,前送料辊继续输送下一张片。前后两张片的间距1~2个冲压步距。冲压部分工艺示意图如图1所示。
控制系统构成
该冲床送料速度及定位精度对冲压效率影响极大,所以对控制系统的要求较高。simotion d435作为西门子新型的运动控制器,其集成了plc和sinamics s120的功能,cpu处理速度较快,能高速处理所有轴定位及外部plc动作,是本项目的首选控制系统。
系统包括,一台d435、3个ift6伺服电机、1个1ph7主轴伺服电机、1个tm17作快速i/o、多点et200接口模块、1个绝对式角度编码器、1台op170b人机界面。
在选驱动方面,我们选用sinamics ac/ac cua31与pm340的组合,可节省部分硬件的成本。
simotion d435拥有便捷的连接方式也是选择的一个因素:
(1)d435、cua31和tm17通过drive-cliq非常方便地连接。
(2)op170b通过mpi与d435连接,能时时监控系统运行情况。
(3)冲头角度编码器通过profibus与d435连接,将冲头的角度同步传输给控制器,使控制器较快的读取角度信息,确保了其它动作的同步。
系统电气控制示意图如图2所示。
图1 冲压部分工艺示意图
图2 系统电气控制示意图
系统完成的功能
本系统主要部分是冲头控制,位置编码器检测冲头的位置,确保了其它辅助动作在时间上能与冲头位置同步。[page]
系统具体完成的功能如下:
(1)手/自动添原料:原料片材快使用完无需停冲床,可实现手动添加原料,自动调节原料高度。
(2)冲头同步检测:冲头同步安装外部绝对式编码器,完成冲头位置的检测,确保停止时冲头停在最上端(±30°)及在适当的冲头位置吹气、送片,保证冲压的稳定性和准确性。
(3)送片精准快速:我们在制订改造方案时从片材的定位速度和精度考虑,使用3个伺服电机完成片材的输送。
初定位:第一轴(z轴)将片材精定位到冲床,保证片材进入冲床时的定位精度。并且送片步距可参数设定。
单步送片:由第二轴(x轴)完成片材前部分的精准冲压,第三轴(y轴)完成片材后部分的精准冲压及退料。通过冲头位置编码器读取冲头已经离开最低点,到达一个送片理想位置,此时伺服迅速以10000.0mm/s2加速到2500rpm并定位等待下一次的冲压。ift6伺服电机的高响应完全能满足高速的启停并能很好的保证精度。如图3例状态:
(4)冲压速度可调:通过控制主轴伺服电机转速调节冲压的速度。
(5)出盖快速检测:我们配置的tm17用于快速i/o检测,其较高的灵敏度能快速的检测出“塞盖、失盖”,确保设备正常安全地运行,较好的保护模具。
(6)工艺参数可调:在人机界面hmi上可设定工艺参数。
停主轴可调下列参数:
图3 例状态
v模具数量:10模或14模。
v冲压速度:120~200次/分。
冲压的过程中可调参数:
v片材初步精准定位移动距离。
v每次冲压步距(并且前后辊分开调节,以免前后辊由于制作误差使送片步距前后不相等)。
v压辊动作延时时间。
(7)自动统计产量:人机界面hmi上可显示产量,并可手动清除。
(8)维护诊断简单:hmi能显示全部系统故障信息,对照诊断表可迅速判断故障点。
(9)设备运行安全:在液压、气压压力过低及离合器温度较高时,系统将迅速停止冲床,并显示报警信息,等待处理故障。
应用心得
系统通过simotion scout能十分方便的进行硬件配置,scout包含多种格式的编程软件,工程师无需额外培训,只要拥有plc编程经验就能很快上手,编程十分方便。
结束语
设备正常投入生产以来,运行一直很正常,无重大故障,偶尔外围小故障都能保证现场操作人员在5分钟内排除,能做到空冲次数1-2次,大大提升了设备产能。也验证了simotion d435在制易拉盖基础盖设备上是能胜任的。
参考文献
[1] simotion configuration and commissioning
[2] simotion mcc programming manual










 热门文章
更多
热门文章
更多

 变电站综自检测系统概念设计
变电站综自检测系统概念设计






 APP下载
APP下载 登录
登录







