『本文转载自网络,版权归原作者所有,如有侵权请联系删除』








 热门文章
更多
热门文章
更多

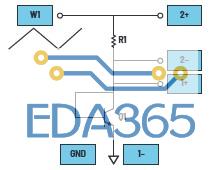
缓冲电路设计") 用于功率开关的电阻-电容(RC)缓冲电路设计
用于功率开关的电阻-电容(RC)缓冲电路设计




 APP下载
APP下载 登录
登录