APP下载
APP下载 登录
登录







焊接接头系数是指对接焊接接头强度与母材强度之比值。用以反映由于焊接材料、焊接缺陷和焊接残余应力等因素使焊接接头强度被削弱的程度,是焊接接头力学性能的综合反映。
焊接接头系数选取方式
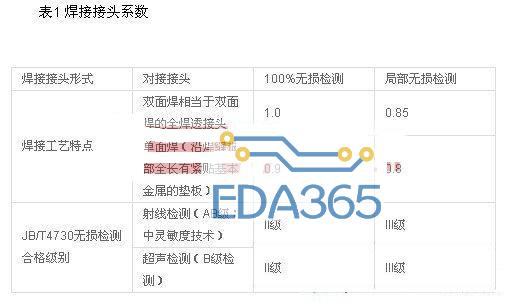
焊接接头系数只为压力容器强度计算所用并应根据焊缝型式和无损探伤检测要求选取,焊缝熔敷金属的强度不应低于强度较低一侧母材的强度下限。规定的系数值是以焊接接头设计及制造要求符合GB150第十章的规定为前提。例如:
⑴ 焊缝坡口表面不得有裂纹、分层、夹渣等缺陷;
⑵ 焊前坡口表面及邻近区域应除去油污等;
⑶. 控制焊缝对口错边量;
⑷ 不等厚度钢板对接,板厚差超限,单、双面消薄;
⑸ 任何A类焊接接头之间的距离应大于三倍名义厚度,且不小于100mm;
⑹ 焊接接头余高的要求;不得高于焊条直径地一倍;
⑺ 抗拉强度>540MPa及Cr-Mo和奥氏体不锈钢制容器及焊缝系数为1的容器,其焊接接头表面不得有咬边;其它容器焊接接头表面咬边深度不得大于0.5mm,其连续长度不得大于100mm,且两侧咬边总长不得超过该焊缝长度的10%;
⑻ 限制焊接接头返修次数不得超过规定,并保证原有的抗腐蚀性能;
⑼. 厚度超限应按规定进行热处理;
⑽. 低温容器A类焊接接头如果采用垫板,焊后须去除,B类焊接接头如受结构的限制,垫板可以不折除;
⑾. 低温容器应按焊接工艺严格控制焊接线能量。








 热门文章
热门文章