APP下载
APP下载 登录
登录







1 PID 控制的原理和特点
PID 控制, 又称PID 调节。当我们不完全了解一个系统和被控对象,或不能通过有效的测量手段来获得系统参数时,最适合用PID控制技术。PID 控制, 实际中也有PI 和PD控制。PID 是一种线性控制器, 它根据给定值rin(t) 与实际输出值yout(t) 构成控制方案:

PID 控制器就是根据系统的误差,利用比例、积分、微分计算出控制量进行控制的。 PID 控制器各校正环节的作用是:比例环节,成比例地反映控制系统的偏差信号e(t),偏差一旦产生,控制器立即产生控制作用,以减小偏差;积分环节:主要用于消除静差,提高系统的无差度。积分作用的强弱取决于积分时间常数T,T 越大,积分作用越弱,反之则越强;微分环节,反映偏差信号的变化趋势,并能在偏差信号变得太大之前,在系统中引入一个有效的早期修正信号,从而加快系统的动作速度,减少调节时间。

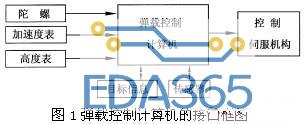
图(1)PID 控制的结构
在过程控制中,绝大部分都采用 PID 控制。例外的情况有两种。一种是被控对象易于控制而控制要求又不高的,可以采用更简单的开关控制方式。另一种是被控对象特别难以控制而控制要求又特别高的情况,这时如果 PID 控制难以达到生产要求就要考虑采用更先进的控制方法。
2 P /I/ D 参数的预置研究
比例增益 。变频器的 PID 功能是利用目标信号和反馈信号的差值来调节输出频率的,一方面,我们希望目标信号和反馈信号无限接近,即差值很小,从而满足调节的精度:另一方面,我们又希望调节信号具有一定的幅度,以保证调节的灵敏度。解决这一矛盾的方法就是事先将差值信号进行放大。比例增益 P 就是用来设置差值信号的放大系数的。任何一种变频器的参数P 都给出一个可设置的数值范围,一般在初次调试时,P可按中间偏大值预置.或者暂时默认出厂值,待设备运转时再按实际情况细调。
积分时间。比例增益 P 越大,调节灵敏度越高,但由于传动系统和控制电路都有惯性,调节结果达到最佳值时不能立即停止,导致“超调”,然后反过来调整,再次超调,形成振荡。为此引入积分环节I,其效果是,使经过比例增益P 放大后的差值信号在积分时间内逐渐增大 或减小,从而减缓其变化速度,防止振荡。但积分时间I 太长,又会当反馈信号急剧变化时,被控物理量难以迅速恢复。因此,I 的取值与拖动系统的时间常数有关:拖动系统的时间常数较小时,积分时间应短些;拖动系统的时间常数较大时,积分时间应长些。
微分时间。微分时间D 是根据差值信号变化的速率,提前给出一个相应的调节动作,从而缩短了调节时间,克服因积分时间过长而使恢复滞后的缺陷。D 的取值也与拖动系统的时间常数有关:拖动系统的时间常数较小时,微分时间应短些;反之,拖动系统的时间常数较大时, 微分时间应长些。P/I/D 参数的预置是相辅相成的,运行现场应根据实际情况进行如下细调:被控物理量在目标值附近振荡,首先加大积分时间 I,如仍有振荡,可适当减小比例增益P。被控物理量在发生变化后难以恢复,首先加大比例增益 P,如果恢复仍较缓慢,可适当减小积分时间 I,还可加大微分时间 D。
3 PID 控制在烟草生产中的应用
现在的PID 控制在烟草行业的应用大部分是多闭环控制,解决了料头料尾及生产过程中内在质量的不稳定现象,把外界干扰因素对生产所造成的影响降到最低。在生产过程中,由于来自外界的各种扰动不断产生,要想达到现场控制对象值保持恒定的目的,控制作用就必须不断的进行。若扰动出现使得现场控制对象值发生变化,现场检测元件就会将这种变化记录并传送给PID 控制器,改变过程变量值,经变送器送至PID 控制器的输入端,并与其给定值进行比较得到偏差值,调节器按此偏差并以我们预先设定的整定参数控制规律发出控制信号,去改变调节器的开度,使调节器的开度增加或减少,从而使现场控制对象值发生改变,并趋向于给定值,以达到控制目的。这里主要以制丝生产线RCC 回潮机为例,着重介绍现在PID 控制在烟草行业中的应用。RCC 的出口水份如何控制呢,RCC 的功能是在一定的温度下,根据要求对烟丝进行再回潮,回潮后的烟丝水份就是烘丝系统HXD 入口烟丝的水份,这个水份的稳定性如何将直接影响HXD 的出口水份,所以控制好RCC 出口水份,是HXD 出口水份稳定的前提。
RCC 的加水PID 控制是先根据公式算出初始的加水量L0, 其公式是:L0= 烟丝流量*[(100-入料水份设定值)/(100 - 出口水份设定值 +喷射蒸汽含水率)]- 烟丝流量
当RCC 出口的水分仪检测到烟丝实际水份与出口水份设定值有偏差时,控制器输入端对偏差值经过对L0 进行修正,修正值为L1, 即过程加水量的设定值为L=L0+L1。而PID 控制器根据由流量变送器传来的实际流量值,发出控制信号去调节气动阀的开度,解决了现场扰动因素,保证实际加水量趋向于过程加水量的设定值,从而确保了烟丝出口水分的稳定性。
随着社会的发展,人们对烟草质量的要求越来越高,需求量也是越来越大,社会对烟草企业的发展要求也是越来越高。控制卷烟产品感官质量的稳定性,不仅要在原料上保证配方的准确性,而且要保证加工过程工艺参数的稳定。烟草生产线上采用了大量的PID 参与控制,在安全、节能、环保、稳定生产、改善劳动条件、提高产品的产、质量等方面都有非常重要的作用。








 热门文章
热门文章