APP下载
APP下载 登录
登录







1 热熔胶特性分析
乙烯一醋酸乙烯共聚物(EVA)是喷胶系统普遍使用的一种热熔胶,它是一种不需溶剂,不含水分的固态可熔性聚合物。EVA在常温下为固体,当加热到一定温度时转变为具有一定粘度的流动液体,该液体喷涂在物体表面,并经压合可在短时间内完成粘结固化。它的主要构成成分为EVA树脂、增粘剂和粘度调节剂。作为主成分的EVA树脂直接决定着热熔胶的性能,如粘结强度、熔化温度、抗拉强度以及耐温变形性能等。增粘剂一般采用聚合松香或萜烯,它的加入主要是防止温度下降时,EVA树脂的粘结力及对被粘物体表面渗透力的降低。为了在熔融温度、胶体流动性、浸润性,以及凝固速度之间取得最佳的结合点,常采用微晶石蜡或石蜡作为粘度调节剂。热熔

图1中:80~135℃为软化区域,当加热至80℃时,胶体开始软化并熔动;135~200℃为熔化区域,此时胶体热熔成可流动的液体,通过对该液体施加5×104~1×105Pa的压力,可控制胶体喷射到被粘物体表面的胶体长度。在整个喷胶控制过程中,加热温度不可超过200℃,否则胶体有燃烧的危险。EVA热熔胶的冷却固化通常是在室温下完成的,较理想的温度以15~26℃为宜,湿度应保持在50%左右。
2 PLC控制喷胶系统设计
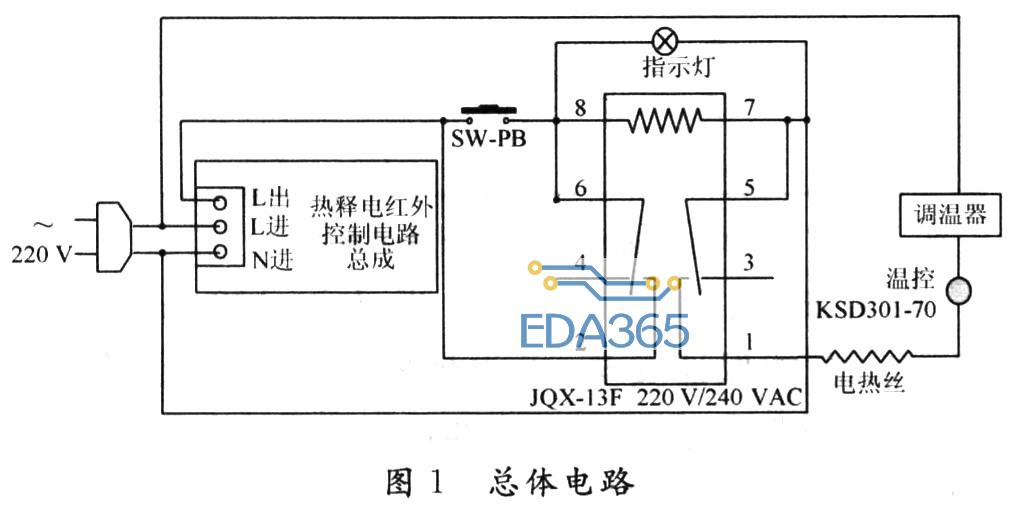
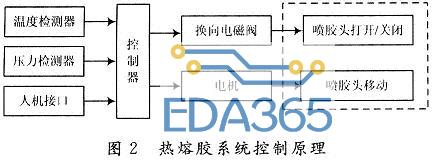
粘箱式纸板装箱机的主要工序是将热熔胶喷在纸板上,喷胶位置、喷胶长度及喷胶时间等参数的准确控制都直接影响到纸箱成型的质量、美观和成本的控制,热熔胶系统控制原理如图2所示。控制器通过温度检测器和压力检测器判别热熔胶的温度和压力,一旦达到工作要求,则驱动电磁阀换向,然后压缩空气经胶管、胶分配器和开关被送到喷嘴,熔融状态的EVA被喷射到纸箱表面,再通过电机带动喷胶头移动,即可在纸箱表面喷射出一定长度的胶条。喷射结束后,电磁阀复位,压缩空气被截止而终止喷胶。通过人机接口可设置和显示相关过程控制参数。
2.1 系统硬件构成
从喷胶的加工工艺特性与性价比的角度,综合比较了PLC、单片机及工控机的控制特点,选用日本三菱(MITSUBISHI)公司的FX1N-40MR PLC作为控制器,实现点喷胶系统现场数据的采集、转换及控制功能。三菱FX1N-40MR PLC具有结构紧凑,通用性强,配制灵活等特点,既可以作为单独的PLC控制机,在单一平台上实现高速离散控制和复杂过程控制;也可以作为I/O子站,通过现场总线与多台PLC组成分布式的大型控制系统,实现生产线的批量化操作控制。
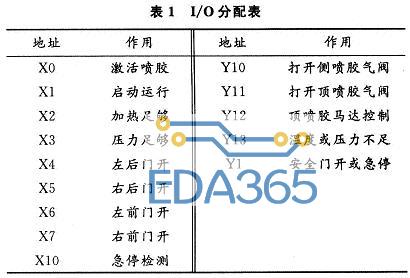
文中的点喷胶控制系统应用于纸箱的粘合,要求能够在一个纸箱的三个受胶面上(两个侧面和一个顶面)实现准确的连续喷胶和间断喷胶,PLC控制系统的I/O分配如表1所示。系统所需要使用的输入点包括激活喷胶的输入点、机器已经准备运行的输入点、加热和压缩空气已足够的输入点以及检测门被打开和急停被按下的检测输入点。系统所需要使用的输出点包括控制顶喷胶和侧喷胶气阀开关用的输出点、控制顶喷胶马达离合器的接合或分离的输出点、在机器运行中加热降温或压缩空气的气压不足需要停机的输出点和在机器运行中门被意外打开或急停被按下需要停机的输出点。








 热门文章
热门文章