×


数控化加工是衡量一个国家制造能力的重要指标,也是提升一个国家制造水平、增强产品竞争力的重要手段。数控系统的发展不断地促进了数控机床的进步,传统的数控系统虽然性能稳定,工作可靠,但是由于采用专用的、封闭式的体系结构,致使产品间互不兼容,并且还存在着通讯能力差以及不便于功能扩展等缺点。因此,已逐渐不适应现代制造业发展的需要、市场的变化与竞争。近年来,随着计算机技术、传感技术、自动检测技术和控制技术的高速发展,数控技术也取得长足的进步,目前,开放式数控系统已经成为数控技术发展的潮流。
快走丝线切割机床是我国独创技术的机种,目前已经成为我国数控机床中应用最广,产量最大的机种之一。近年来,快走丝线切割加工技术的发展虽快,特别是在工艺和自动化等方面都有很大的进步和提高。但仍然有不尽人意之处,如其硬件和配套软件等方面还不够完善,加工性能存在弱点,能力提升较慢等,其性能已成为制约我国快走丝线切割机床发展的重要瓶颈,而数控系统又是提升其加工性能的关键所在。因此,针对现今线切割机床凸显的缺点和问题,基于原有机床本身的优越性,结合当今数控技术发展的成果,采用模块化设计思想,对线切割机床的数控系统进行了研究和开发。研究对大幅提高线切割机床的加工能力和性能,加快我国制造业的发展有着重要意义。
2 线切割机床的结构
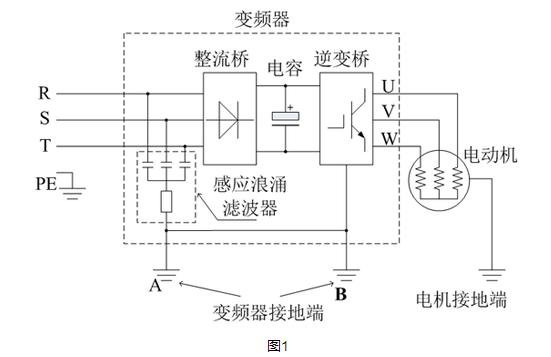
快走丝线切割机床由机床主机、脉冲电源、数控装置三大部分组成。机床主机主要包括床身、运丝机构、丝架导丝机构、冷却系统、丝轴调节装置及数控坐标工作台等部分。数控坐标工作台分为上下两层,主要用于固定和带动工件作X,Y两向的移动。X,Y轴均采用步进电机作驱动单元直接驱动滚珠丝杠,通过导轨带动与之相连的拖板,实现工作台在X ,Y方向的分别运动和联动控制;并在机床工作台上安装有光栅尺,来对工作台的位置进行反馈。U,V轴的工作由微调装置来实现。运丝电机采用变频器来驱动控制,以得到不同的转速。
3 线切割机床的数控系统
3.1 MPC2810运动控制卡
MPC2810运动控制器是乐创自动化技术有限公司自主研发生产的基于PC的运动控制器,单张卡可对4轴的数字式伺服电机或步进电机进行控制,多于4轴的运动控制系统的开发需要通过多卡共用来实现。MPC2810运动控制器以IBM-PC及其兼容机为主机,PC机负责发送运动控制指令、显示系统状态、键盘和鼠标的操作以及外部信号的实时监控等;而运动控制器MPC2810则要完成直线和圆弧插补、自动升降速的处理、脉冲和方向信号的输出、原点和限位等信号的检测等等所有运动控制的细节。另外,MP|c2810运动控制器配备了window8动态链接库,并为当前流行的VB6.0、VC++6.0等编程开发工具提供了开发用Lib库及头文件和模块声明文件,因此,非常方便地链接动态链接库,为开发各种运动控制系统提供了便利闱。
3.2 系统硬件设计
电火花线切割机床数控系统的总体构架为上位工控机+下位控制模块组成,从而实现对机床四轴快走丝电火花线切割控制。其总体结构,如图1所示。控制系统主要由工控机、运动控制模块、间隙电压采集及处理模块、的信号接口模块、面板操作及显示模块、高频脉冲电源、变频器、机床电气控制模块以及四轴的电机及驱动部分组成。
图1硬件系统结构图
工控机选用研华6lO型,下位机选用MPC2810运动控制器,在工控机的PCI扩展槽中插入MPC2810运动控制卡,就可以实现两者的通讯。用户只需要在工控机上对加工零件编写加工图形或加工代码,并按加工要求进行相应的处理,将加工指令传递给运动控制模块,由运动控制模块来实现X、Y、U、V四轴的插补和位置反馈补偿。各轴的伺服控制器通过步迸电机就会带动工作台按要求实现运动。为确保整个加工过程能够实现火花放电。电极丝与工件之间必须保持一定间隙,而间隙的宽度是由加工量、工作电压等加工条件决定的。要实现铝丝与工件间隙宽度的控制,本系统通过采集钼丝与工件的间隙电压大小,并通过此间隙电压大小来控制工作台的走丝速度,从而保证间隙宽度的稳定。根据不同加工材料、零件厚度、加工表面质量、工艺等要求,工控机通过I/O控制模块实现对高频电源的脉冲宽度、脉冲间隙、电压大小、电流高低的控制;实现对运丝电机运丝速度的控制;实现对机床冷却电机、升降电机及各电源模块的控制。同时,工控机通过与面板操作及显示模块的通讯来实现面板操作和计算机操作,同步实现相应状态指示。
3.3 系统软件设计
基于Windd懈XP操作系统下良好的界面,以visual Basic6.0为软件开发环境,采用面向对象和摸块化的思想完成了控制系统软件的开发。该数控系统软件部分主要分为八大功能模块:即CAD绘图模块、自动编程模块、参数设置模块、加工仿真模块、加工控制模块、手动调节模块、状态显示及加工轨迹跟踪模块、故障报警及其他辅助功能漠块。各模块问相互协调控制,组成一个完整的运动控制系统,其软件结构图,如图2所示。
图2软件系统结构图
CAD绘图模块用于图形的绘制、图元编辑等。自动编程模块用于对加工图形进行代码编译、编辑、保存和下载执行等:参数设置模块负责切割参数(切割次数、第几次切割、补偿量、补偿方向等)和电参数(电压、脉宽、脉间、功率等)的设置及选择。加工仿真模块负责对加工图形进行仿真,便于操作人员观察所设置的参数是否符合要求,利于减少加工成本。加工控制模块负责向运动控制器及其他执行部件发送控制指令。手动调节模块负责机床工作台的调整、各轴的回零、点动控制等操作。状态显示及加工轨迹跟踪模块负责将机床位置坐标、运丝速度、切削进度、加工电参数及调整后的参数进行实时显示,同时负责加工轨迹的实时跟踪。故障报警及其他辅助功能模块主要对加工过程中可能出现的故障进行实时监测、报警和显示等。综合以上功能,设计的入机交互界面,如图3所示。
图3软件系统结构图
4 系统应用
4.1 实验加工
为了验证数控系统的基本功能实现情况和实际加工能力,有必要进行实验研究。实验选用50mm厚的20Cr为切割材料,设计的加工样品,如图4所示。新开发的XH控制系统具有自动编译G代码的功能,把G代码保存在目录文件夹下,再在操作界面设置一些相关的加工参数,机床就能按照图4进行切割加工。实验切剖的样品,如图5所示。
4.2 实验结果及分析
加工精度和表面粗糙度是体现机床整机加工性能的重要指标。通过对切割样品的尺寸精度、表面粗糙度的测量,可以检测出所没计的数控系统能否满足机床对加工精度和加工质量的要求,因此,使用SF2000三按键电子数显卡尺和TR200型表面粗糙度仪分别对加工样品进行测量,测量结果,如表1所示。由表1可知在XH控制系统加工下尺寸误差为20μm,平均表面粗糙度Ra3.53875μmm。而在同样条件下YH系统加工平均表面粗糙度为Ra3.80625μmm,尺寸误差为40μmm。可见新开发的数控系统能够适应机床对功能的需要,满足机床对加工能力和加工质量的要求。
5 结论
根据电火花线切割加工机床的组成和结构,分析了机床运动和加工功能,采用模块化设计思想,设计开发了一种基于工业计算机和多轴运动控制器为硬件控制核心的快走丝线切割机床数控系统,该系统各功能模块间的通信及机床工作台运动控制情况良好,并以VB6.0为软件开发环境设计了友好的人机交互操作界面。系统具有全绘图式编程、短路自动回退、自动切割等多种功能,通过适当的参数设置,可对工件进行自动多次切割。最后经过实验验证表明,开发的数控系统能够较好地满足机床对加工精度和加工质量的要求,具有较高的实用价值和广泛的市场前景。
『本文转载自网络,版权归原作者所有,如有侵权请联系删除』








 热门文章
更多
热门文章
更多

 Vista系统下提高SATA硬盘性能
Vista系统下提高SATA硬盘性能





 APP下载
APP下载 登录
登录







