×


光学镜头与CCD构成图像采集电路,其线阵与输送带平行。三色独立控制照明灯为CCD提供所需的恒定一致的光源,其红、绿、蓝三色可分别控制。LCD用于显示工作状态和参数设置,STC12C5412AD是系统的核心,不但模拟CCD工作所需的驱动脉冲,还要对成像数据进行分析判断,按设定数据控制三色照明灯工作,并通过异步串行半双工RS-485通信线路控制传送带的速度与系统的处理能力同步。电磁弹剔机构将图像识别系统认为不合格品剔出传送带。
由专用机构将预留蚕种的茧输入到传送带上,通过振动,使蚕茧的轴向与传送的运动方向一致,排成一列,送至图像识别系统。
被检茧通过镜头在CCD上成像,MCU按设定数据控制三色照明灯工作并启动CCD拍摄,经CCD内部AD转换器对各个感光像素元进行数字化,并送至相应存储器,供单片机读取。占用像素元的数量与体形大小成正比,像素的数值与亮度成反比。一屏图像2 160像素元,常被三只茧的成像所占用。MCU读出茧在CCD的成像数据,选择其中一个完整的,分析所占像素和亮度值,得出体形数据和体色数据,并与设定的数据相比较,判定是否合格,不合格者则剔出传送带。
优良的茧体型大、圆润饱满、色泽明亮洁白,当茧内蛹有病或已死掉时,外观色泽暗淡,有时带有色斑。首先将优质茧与劣质茧放在CCD进行测量。MCU不断调整三色照明灯各色的比例,并读出相应的成像数据进行分析比对,经LCD(am19264—2)模拟成像。当优质和劣质茧的成像亮度值差最大时,优质和劣质茧的成像亮度值的中值以及所占用的像素数即是判断茧合格与否的依据,三色照明灯的值即为设定值。
2 硬件电路设计
2.1 器件选择
CCD传感器采用日本东芝生产的高灵敏度、暗电流小、高速的TCD1208AP。TCD1208AP使用+5 V单电源,2 160像素元,长宽14μm×14μm,输入信号有二相CCD时钟脉冲。一路转移脉冲和一路复位脉冲,输出有信号输出和补偿输出,一行输出2 212像元组成。图2为TCD1208AP驱动时序。
单片机选用高性能28PDIP封装的STC12C5412AD。STC12C5412AD是新型的采用1T流水线/精简指令集结构,兼容MS51系列单片机,工作电压3.4~5.5 V,工作频率高达35 MHz,相当于普通MS51系列单片机420 MHz.12 K的用户应用程序空间和512字节在片内RAM,并支持ISP和IAP编程,特别是内部集成了E2PROM、MAX810专用复位电路、可编程看门狗电路、四路8 bit PWM输出,8路10bit A/D高速转换电路等实用特色电路,有效提高了新产品的可靠性。
显示屏选用192x64点阵的兰背光LCD AM19264。因CCD像元较多,LCD点阵少,通过多屏显示一帧完成的图像。该功能仅用于系统调试。[page]
图4为电磁弹剔控制电路。主要功能是将经图像识别系统确定不符合要求的茧弹出传送带。
[page]
图5为红(R)、绿(G)、蓝(B)三色照明电路中的红灯一路,由PWM_R驱动。绿、蓝由PWM_G、PWM_B驱动,电路与红灯控制线路一样。通过改变脉冲宽度实现亮度的调整。通过改变三色灯不同亮度组合,实现特定的光色输出,使CCD灵敏度最高,提高系统识别的准确率。
图6为单片机的接口驱动电路。LCD连接点阵液晶显示屏AMl9264,用于设置控制参数的显示和调试时模拟显示成像结果。P1.0、P1.1、P1.2工作在A/D转换模式。按键采用分压式结构,按下其中不同的键,在KEY端表现为不同的电压,由单片机内部集成的A/D转换电路的P1.0数字化后进行按键功能识别。按键用于工作参数设置和系统调试。P1.1和P1.2分别对CCD传感器输出信号和补偿信号进行模数转换,处理后形成模拟图像,通过LCD模拟显示,并根据设置条件驱动相应电路工作。可调电位器P2用于调整LCD的对比度。
3 软件系统设计
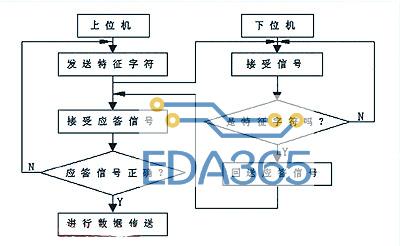
单片机控制程序采用Kile C51 V7.0编写,全部模块化结构,嵌入了看门狗、软件滤波等抗干扰措施。系统软件由主程序、初始化程序、CCD驱动程序、LCD驱动程序、体形分析、体色分析和按键设置程序等几个模块组成。主程序流程图如图7所示。
体形分析、体色分析程序是系统的关键。要完成茧体形分析,需要CCD对纵向图像采样7次以上,采样次数代表它的直径,纵向占用像素最多一帧则代表茧的最大长度。这一参数与桑蚕选种生产线传送带运行速度和MCU的性能密切相关。体形分析程序则与光的泄漏、三色照明灯的衰减、茧的个体差异、生产线传送带运行速度等相关。通过在实践中不断修改程序,完善功能,协调各项参数,最终达到基本目标。
4 结束语
通过将微处理器与线阵图像传感器的有机结合,对软件系统的合理设计,初步实现了桑蚕选种的自动识别,提高了生产效率。经实际运行,该项目设计合理,运行可靠,成本低廉。在22只/秒速度时,识别准确率高达99%,在25只/秒速度时识别准确率降为92%。但系统还存在以下两问题:1)初始化数据有很多人为和环境因素,难以共享,不易推广;2)识别速度和准确性还待有识之士,协助共同解决。
『本文转载自网络,版权归原作者所有,如有侵权请联系删除』








 热门文章
更多
热门文章
更多

 先进移动设备用MEMS传感器
先进移动设备用MEMS传感器





 APP下载
APP下载 登录
登录







