
印刷线路板(PWB)的装配自动化和制造工艺一直在为满足封装技术的要求而努力,但是100%成品率仍然是一个可望不可及的目标,不管工艺有多完美,总是存在着一些制造上无法控制的因素而产生出不良品。PWB装配厂商必须对废品率有一定的预计,产量的损失可以用返修来弥补,通过返修挽回产品的价值而不至于使其成为一堆废品。
习惯上返修被看作是操作者掌握的手工工艺,高度熟练的维修人员可以使修复的产品完全令人满意。然而新型封装对装配工艺提出了更新的要求,对返修工艺的要求也在提高,此时手工返修己无法满足这种新需求。
技术趋势

CSP可以是任何封装形式,但它的面积不能大于IC裸片的1.2倍(否则就不能称为芯片级封装)。目前已有很多CSP设计采用了多种互连技术,其中最有名的可能就是μBGA,它由Tessera公司开发并拥有专用许可权。
倒装芯片是另外一种技术,它也具有很小的封装尺寸和良好电气性能。这种封装在IC上直接安放互连凸焊点(另外一种使用导电胶的互连凸焊点技术不属于本文讨论范围),将IC面向下放在线路板中,然后用回流焊焊在板子的焊盘上。倒装芯片焊盘尺寸可小至0.1~0.2mm,增加了对位难度,而且其焊球很小只允许板子有很小扭曲,因此返修工艺必须有足够精确的放置性能,并保护板子在加热时不会产生扭曲。
返修过程
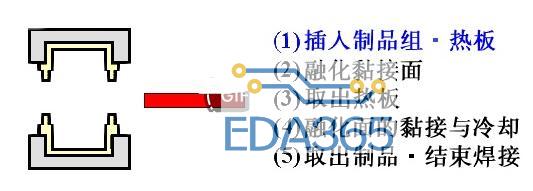
◆取下元件
成功的返修首先是将故障位置上的元件取走。将焊点加热至熔点,然后小心地将元件从板上拿下。
加热控制是返修的一个关键因素,焊料必须完全熔化,以免在取走元件时损伤焊盘。与此同时,还要防止板子加热过度,不应该因加热而造成板子扭曲。
◆线路板和元件加热
先进的返修系统采用计算机控制加热过程,使之与焊膏制造厂商给出的规格参数尽量接近,并且应采用顶部和底部组合加热方式(图)。
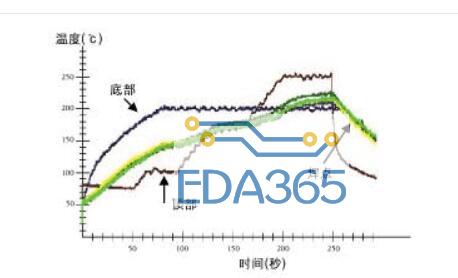
底部加热用以升高板子的温度,而顶部加热则用来加热元件。元件加热时有部分热量会从返修位置传导流走,而底部加热则可以补偿这部分热量而减少元件在上部所需的总热量,另外使用大面积底部加热器可以消除因局部加热过度而引起的板子扭曲。
可以用三种方法对板子加热,即传导、对流和辐射。传导加热时热源与板子相接触(例如用电热板),这对背面有元件的线路板不适用;辐射法使用红外(IR)能,它要实用一些,但由于板上各种材料和元件对红外线吸收不均匀,故而也影响质量;对流加热被证明是返修和装配中最有效和最实用的技术。
元件加热(或称顶部加热)一般采用对流热气喷嘴,仔细控制顶部加热使元件均匀受热是极为重要的,特别是对小质量元件尤为关键(图)。
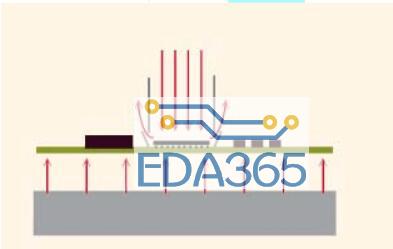
还有很重要的一点是要避免返修工位附近的元件再次回焊,喷嘴喷出的热气流必须与这些元件隔离,可以在返修工位周围的元件上放一层薄的遮板或者掩膜。掩膜技术相当有效,不过比较麻烦费时。
◆加热曲线
加热曲线应精心设置,先预热然后使焊点回焊。好的加热曲线能提供足够但不过量的预热时间,以激活助焊剂,时间太短或温度太低都不能做到这一点。
正确的回流焊温度和高于此温度的停留时间非常重要,温度太低或时间太短会造成浸润不够或焊点开路,温度太高或时间太长则会产生短路或形成金属互化物。
设计最佳加热曲线是一个乏味的过程,最常用的方法是将一根热电偶放在返修位置焊点处,工艺工程师先推测设定一个最佳温度值、温升率和加热时间然后开始试验,并把测得的数据记录下来,将结果与所希望的曲线相比较,根据比较情况进行调整。这种试验和调整过程可以重复多次,直至获得理想的效果。
◆工位准备
一旦加热曲线设定好,就可准备取走元件,返修系统应保证这部分工艺尽可能简单并具有重复性。
加热喷嘴对准好元件以后即可进行加热,一般先从底部开始,然后将喷嘴和元件吸管分别降到板子和元件上方,开始顶部加热。加热结束时元件吸管中会产生真空,吸管升起将元件从板上提起。在焊料完全熔化以前吸起元件会损伤板上的焊盘,“零作用力吸起”技术能保证在焊料液化前不会取走元件。完成这一步后,取走的元件被自动放入元件容器中。
在将新元件换到返修位置前,该位置需要先做预处理,预处理包括两个步骤:除去残留的焊料和添加焊膏或助焊剂。
·除去焊料:除去残留焊料可用手工或自动方法,手工方式的工具包括烙铁和铜吸锡线,不过手工工具用起来很困难,并且小尺寸CSP和倒装芯片焊盘也很容易受到损伤。
自动化焊料去除工具可以非常安全地用于高精度板的处理(图4),有些清除器是自动化非接触系统,使用热气使残留焊料液化,再用真空将熔化的焊料吸入一个可更换过滤器中。清除系统的自动工作台一排一排依次扫过线路板,将所有焊盘阵列中的残留焊料除掉。对板子和清除器加热要进行控制,提供均匀的处理过程以避免板子过热。
·焊膏:CSP和倒装芯片的返修很少使用焊膏,只要稍稍使用一些助焊剂就足够了。在大批量生产中,一般用元件浸一下助焊剂,而在返修工艺中则是用刷子将助焊剂直接刷在板上。
焊膏一般用于BGA,涂敷的方法可以采用模板或可编程分配器。许多返修系统都提供一个小型模板装置用来涂敷焊膏,这种方法可使用多种对准技术,包括元件对准光学系统。
在板子上使用模板是非常困难的,并且不太可靠。为了在相邻的元件中间放入模板,模板尺寸必须很小,除了用于涂敷焊膏的小孔就几乎没有空间了,由于空间小,因此很难涂敷焊膏并取得均匀的效果。设备制造商们建议多对焊盘进行检查,并根据需要重复这一过程。
有一种工艺可以替代模板涂敷焊膏,即用元件印刷台直接将焊膏涂在元件上,这样不会受到旁边相邻元件的影响,该装置还可在涂敷焊膏后用作元件容器,在标准工序中自动拾取元件。焊膏也可以直接点到每个焊盘上,方法是使用线路板高度自动检测技术和一个旋转焊膏挤压泵,精确地提供完全一致的焊膏点。
◆元件更换
取走元件并对线路板进行预处理后,就可以将新的元件装到板上去了。制定的加热曲线(同上面方法一样)应仔细考虑以避免板子扭曲并获得理想回流焊效果,自动温度曲线制定软件可以作为一种首选的技术。
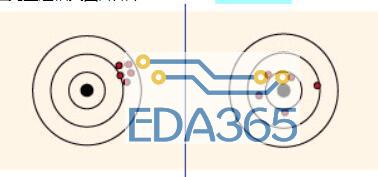
◆元件对位
新元件和板子必须正确对准,对于小尺寸焊盘和细间距CSP及倒装芯片元件而言,返修系统的放置能力必须要能满足很高的要求。
放置能力由两个因素决定:精度(偏差)和准确度(重复性)。一个系统可能重复性很好,但精度不够,只有充分理解这两个因素才能完全了解系统的工作原理。
重复性是指在同一位置放置元件的一致性,然而一致性很好不一定表示放在所需的位置上;偏差是放置位置测得的平均偏移值,一个高精度的系统只有很小或者根本没有放置偏差,但这并不意味放置的重复性很好。
返修系统必须同时具有很好的重复性和很高的精度,以将器件放置到正确的位置。对放置性能进行试验时必须重现实际的返修过程,包括所有三个步骡:从元件容器或托盘中拾取元件、对准以及放置元件。
◆元件放置
返修工艺选定后,板子就像取元件时一样放在工作台上,元件放在容器中,然后对板子定位以使焊盘对准元件上的焊球。
对位完成后元件自动放到板上,放置力反馈和可编程力量控制技术可以确保正确放置,不会对精密元件造成损伤。
小质量元件在对流加热过程中可能会被吹动而不能对准,一些返修系统用吸管将元件按在位置上防止它移动,这种方法在定位元件时需要有一定的热膨胀余量。元件对准时不能存在表面张力,该方法很容易把元件放得太靠近线路板(短路)或者太离开线路板(开路)。
防止元件在回流焊时移动的一个好方法是减小对流加热的气流量,一些返修系统可以编程设置流量,按工艺流程要求降低气流量。
最后喷嘴自动降低开始进行加热,自动加热曲线保证了最佳加热工艺,系统放置性能则确保元件对位准确。放置能力和自动化工艺结合在一起可以提供一个完整且一致性好的返修工艺。
本文结论
即使采用最佳装配工艺,CSP和倒装芯片的返修工作还是有存在的必要性。使用正确的返修系统可以使返修工艺具有很高的可靠性、重复性和经济性,返修系统必须能提供足够的放置性能并具有良好的加热控制能力。采用自动化加热流程可节省设定的时间,提供最佳加热曲线,为了保证工艺具有重复性,返修系统还必须易于使用且具有较高自动化程度。
『本文转载自网络,版权归原作者所有,如有侵权请联系删除』








 热门文章
更多
热门文章
更多

 点焊和满焊的区别_点焊的操作步骤
点焊和满焊的区别_点焊的操作步骤




 APP下载
APP下载 登录
登录







