APP下载
APP下载 登录
登录







0 引言
目前在造纸行业中,国内外大小厂家广泛采用的仍然是传统的油加热和蒸汽加热造纸烘缸。在多年的生产过程中,传统造纸烘缸设备暴露出诸多的不足:能源利用率低、设备投资大、污染环境、生产事故频发等。随着近些年国际上能源紧缺现象的加剧以及人们环保意识的增强,各个工业部门都在不断改造老旧的设备,开发节能高效的新型设备。作为造纸生产线中的耗能大户,加热烘缸的改造,需要从根本上改变由热油和过热蒸汽作为加热介质的加热方式,寻找一种简单方便又无污染的替代方案。
“感应加热”是一种合适的加热方式,具有热效率高、加热均匀、安全等特点,在钢铁冶炼、汽车制造等行业已有成功应用。本文将“感应加热”应用到造纸烘缸设备的开发中,设计了一个小型试验纸机中频感应烘缸,并利用SIEMENS S7-200系列PLC产品,开发了一套成本低、控制精确、操作方便的控制系统。经过调试运行,电磁感应烘缸完全可以满足原有生产工艺的要求,运行稳定,节能效果明显,可以作为传统烘缸的替代产品,有广阔的市场前景。
1.1 感应加热电源原理
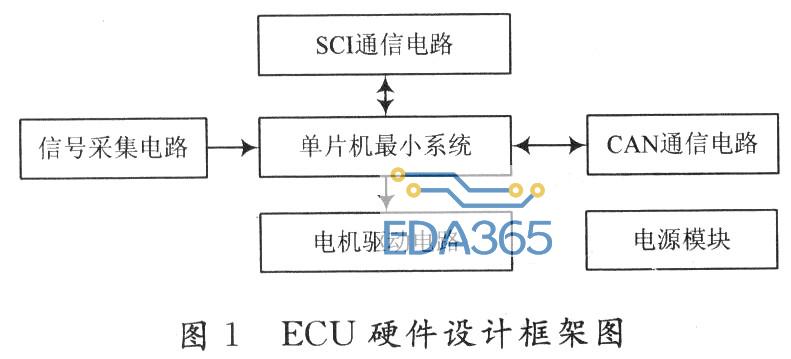
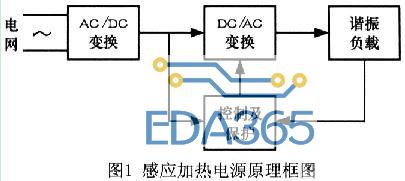
开发感应加热电磁烘缸,关键是开发稳定可靠的感应加热电源系统。目前各个领域投入使用的感应加热电源,主要结构大致相同,都是由如下的几部分组成:
(1)整流变换电路(AC-DC);
(2)逆变电路(DC-AC);
(3)谐振负载电路;
(4)电源保护及控制电路。
感应加热电源的原理图如图1所示。其中,整流变换电路将50 Hz工频市电转换为直流电;根据整流得到的直流电压大小是否可变,整流电路可以分为“可控整流”和“不可控整流”,其中“不可控整流”只需要采用大功率二极管作为整流元件即可,电路结构简单,可有效降低设备成本;整流后的直流电再经过逆变电路,变换成大小和方向都随时间变化的交流电,其频率和幅值可以通过逆变电路控制;按要求得到的交变电流加载到谐振负载电路上,在负载线圈上产生交变的磁场,从而在置于交变磁场中的金属器件表面产生涡流,完成能量的传递,达到加热金属器件的目的;“保护控制电路”起保护作用以及调节加热功率的大小。
|
|
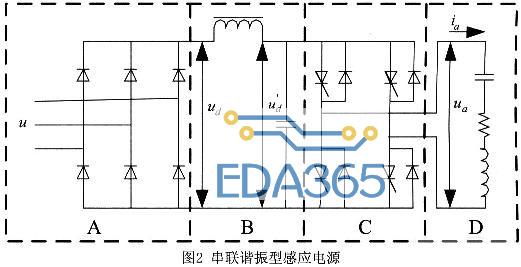
1.2 串联谐振型感应电源
串联谐振型感应电源又称“电压型感应电源”,其主电路原理图如图2所示。A 区域部分为三相桥式不可控桥式整流电路,它将工频交流电整流成脉动的直流电ud;B为直流中间路,它由一个滤波电感和滤波储能电容组成,它把50Hz工频网络和中频网络隔开,电容很大,它两端基本上是平滑的直流电压u'd,此电压是在逆变电路C还没有工作前电容器就储能建立的电压,以便于启动逆变电路;C 为单相桥式串联逆变电路,它将直流电压u'd逆变为中频方波电压ud,并把它加到负载电路;负载电路D为电感器和电容器组成的串联振荡电路,它对工件进行感应加热。中频电压u'd中含有明的基波和谐波成份:接近谐振频率的基波电压加到串联振荡电路时,振荡电路呈高阻,比基波频率高几倍的谐波电压加到串联振荡电路时,振荡电路呈现很小的阻抗。所以方波电压加到串联振荡电路时,感应器负载电流ia实际上接近于正弦波。
1.3 逆变调功
逆变调功是整流部分不采用相控整流,而是用简单的不可控整流代替,整流输出电压不可控制,通过在逆变过程中改变频率或者相位角等办法来实现功率调节的方法。常见调功方法主要有脉冲频率调制法(PFM)、脉冲密度调制法(PDM)、脉冲宽度调制法(PWM)等。
PWM法是通过调节输出电压的脉冲宽度以及输出频率来实现功率调节的。由于改变脉动宽度时,脉冲的周期也变化,频率相应改变,为了区别于工作频率不变的移相PWM方法,也称这种方法为脉冲宽度与频率混合调制(PWM&PFM)方法。
一般的逆变器如DC-DC变换逆变器中,常用的移相PWM方法的工作频率是固定的,不需考虑负载在不同工作频率下的特性。而串联谐振感应加热电源要求其工作频率必须跟踪负载的谐振频率。在串联谐振感应加热电源使用移相PWM方法时,通常使某一桥臂的驱动脉冲信号与输出电流的相位保持一致,另一桥臂驱动脉冲信号与输出电流的相位差则可以调节,通过改变两个桥臂开关器件的驱动信号之问的相位差,来改变输出电压有效值,以达到调节功率的目的。由于PWM&PFM 调功方式具有不可控整流、电路简单、成本较低、功率调节范围宽、控制电路实现较易、频率变化不大等优点,开发的电磁感应烘缸中将采用此种调功方式。








 热门文章
热门文章