×


1、焊接电弧的稳定性
焊接电弧的稳定性是指电弧保持稳定燃烧(不产生断弧、飘移和磁偏吹等)的程度,即在电弧燃烧过程中,电弧能维持一定的长度、不偏吹、不摇摆、不熄灭,电弧电压和焊接电流保持一定。焊接电弧的稳定性主要取决于焊工技能以及焊接电源的种类和极性、焊条药皮成分、气流特点、磁偏吹和焊接处的清洁程度等因素。通常情况下,直流电源比交流电源稳定;直流反接比正接稳定;焊条药皮中含低电离电位的物质越多越稳定;焊机的空载电压越高越稳定;环境气流流速越小越稳定;焊接处的铁镑、氧化皮、油污、水分等杂物越少越稳定;电弧偏吹越小越稳定。
2、焊接电弧的挺度
焊接电弧的挺度又称电弧的刚直性,即在热收缩和磁收缩等效应的作用下,电弧沿轴间挺直的程度。在正常工作情况下,焊接电弧的轴线应沿着焊条中心线方向,不管焊条与焊件之间的角度如何,焊接电弧的这种性质有助于控制焊缝成形。焊接电弧的挺度越好,越有利于焊工的操作,在一般情况下,焊接电弧的挺度与焊接电流的大小、焊条周围冷气流的流速以及药皮所产生的保护气体的性质和多少有关。
3、焊接电弧的静特性
在电极材料、气体介质和弧长一定的情况下,电弧稳定燃烧时,焊接电流与电弧电压变化的关系称为焊接电弧的静特性。一般也称伏-安特性。表示其关系的曲线叫做焊接电弧的静特性曲线,如下图所示。
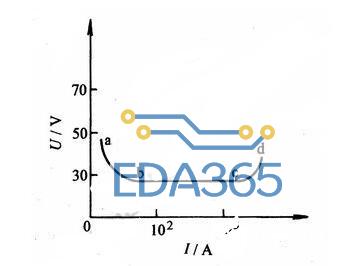
电弧静特性曲线呈U形,它有三个不同的区域;当焊接电流了较小时(图中的ab区),电弧静特性属于下降特性区,即随着焊接电流的增加,电弧电压减小;当焊接电流稍大时(图中的be区),电弧静特性属于平特性区,即电流大小变化,而电压几乎不变;当电流较大时(图中的cd区),电弧静特性属于上升特性区,电压随电流的增加而升高。
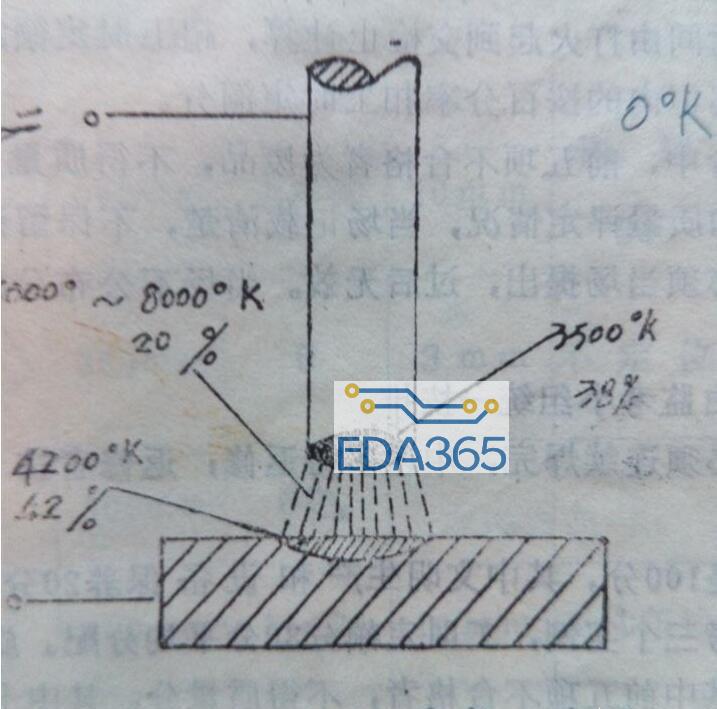
(一)弧柱区的导电特性
弧柱是包含大量电子、正离子等带电粒子和中性粒子等聚合在一起的气体状态,这种对外呈电中性的状态称为电弧等离子体。
最小电压原理:弧柱在稳定燃烧的时候,有一种使自身能量消耗最小的特性,即当电流和电弧周围条件一定时,稳定燃烧的电弧将自动选择一个确定的导电截面,使电弧的能量消耗最小。当电弧长度也为定值时,电场强度的大小即代表了电弧产热量的大小,因此,能量消耗最小时的电场强度最低,即在固定弧长上的电压降最小,这就是最小电压原理。
(二)阴极区的导电特性
作用有:接受由弧柱传来的正离子流;向弧柱区提供电弧导电所需的电子流。
其发射形式主要有:
1、热发射型
2、电场发射型
(三)阳极区的导电特性
1、阳极斑点
在阳极表面可看到的烁亮发光的区域,称为阳极斑点。
阳极斑点会自动寻找熔点比较低的纯金属表面而避开氧化物,在金属表面游走。
2、阳极区的导电形式
(1)场致电离
(2)热电离
『本文转载自网络,版权归原作者所有,如有侵权请联系删除』








 热门文章
更多
热门文章
更多

 直流电机原理及实现方法介绍
直流电机原理及实现方法介绍







 APP下载
APP下载 登录
登录







