
目前电子元器件的焊接主要采用锡焊技术。锡焊技术采用以锡为主的锡合金材料作锡料,在一定的温度下焊锡熔化,金属焊件与锡原子之间相互吸引、扩散、结合,形成浸润的结合层。焊接前先对焊件表面进行镀锡浸润后,再进行焊接;要有适当的焊接温度,使焊锡料 具有一定的流动性,才能达到焊接牢固的目的。但温度也不能过高, 过高时容易形成氧化膜影响焊接的质量。
助焊剂中的主要起作用成分是松香,松香在260摄氏度左右会别锡分解,因此锡槽温度不要太高.
助焊剂是一种促进焊接的化学物质。在焊锡中,它是一种不可缺少的辅助材料,其作用极为重要。
1)破坏金属氧化膜使焊锡表面清洁,有利于焊锡的浸润和焊点合金的生成。
2)能覆盖在焊料表面,防止焊料或金属继续氧化。
3)增强焊料和被焊金属表面的活性,降低焊料的表面张力。
4)焊料和焊剂是相熔的,可增加焊料的流动性,进一步提高浸润能力。
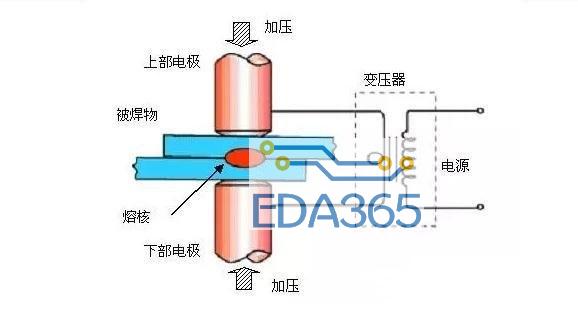
5)能加快热量从烙铁头向焊料和被焊物表面传递。
6)合适的助焊剂还能使焊点美观。
在大气中,被焊母材表面总是被氧化膜覆盖着,其厚度大约为2×10-9~2×10-8m。在焊接时,氧化膜必然会阻止焊料对母材的润湿,焊接就不能正常进行,因此必须在母材表面涂敷助焊剂,使母材表面的氧化物还原,从而达到消除氧化膜的目的。
母材在焊接过程中需要加热,高温时金属表面会加速氧化,因此液态助焊剂覆盖在母材和焊料的表面可防止它们氧化。
熔融焊料表面具有一定的张力,就像雨水落在荷叶上,由于液体的表面张力会立即聚结成圆珠状的水滴。熔融焊料的表面张力会阻止其向母材表面漫流,影响润湿的正常进行。当助焊剂覆盖在熔融焊料的表面时,可降低液态焊料的表面张力,使润湿性能明显得到提高。
被焊材料在焊接过程中已破坏了原本的表面保护层。好的助焊剂在焊完之后,并迅速恢复到保护焊材的作用。
(1)助焊剂应有适当的活性温度范围。在焊料熔化前开始起作用,在施焊过程中较好地发挥清除氧化膜、降低液态焊料表面张力的作用。焊剂的熔点应低于焊料的熔点,但不易相差过大。
(2)助焊剂应有良好的热稳定性,一般热稳定温度不小于100℃。
(3)助焊剂的密度应小于液态焊料的密度,这样助焊剂才能均匀地在被焊金属表面铺展,呈薄膜状覆盖在焊料和被焊金属表面,有效地隔绝空气,促进焊料对母材的润湿。
(4)助焊剂的残留物不应有腐蚀性且容易清洗;不应析出有毒、有害气体;要有符合电子工业规定的水溶性电阻和绝缘电阻;不吸潮,不产生霉菌;化学性能稳定,易于贮藏。
助焊剂的种类很多,大体上可分为有机、无机和树脂三大系列。
树脂焊剂通常是从树木的分泌物中提取,属于天然产物,没有什么腐蚀性,松香是这类焊剂的代表,所以也称为松香类焊剂。
由于焊剂通常与焊料匹配使用,与焊料相对应可分为软焊剂和硬焊剂。电子产品的组装与维修中常用的有松香、松香混合焊剂、焊膏和盐酸等软焊剂,在不同的场合应根据不同的焊接工件进行选用。
1) 无机类助焊剂。无机类助焊剂的化学作用强,腐蚀性大,焊接性非常好。这类助焊剂包括无机酸和无机盐。它的熔点约为 lBO^C,是适用于锡焊的助焊剂。由于其具有强烈的腐蚀作用,不宜在电子产品装配中使用,只能在特定场合使用,并且焊后一定要清除残渣。
2) 有机类助焊剂。有机类助焊剂由有机酸、有机类商化物以及 各种胺盐树脂类等合成。这类助焊剂由于含有酸值较高的成分,因而具有较好的助焊性能,但具有一定程度的腐蚀性,残渣不易清洗,焊接时有废气污染,限制了它在电子产品装配中的使用。
3) 树脂类助焊剂。这类助焊剂在电子产品装配中应用较广,其主要成分是松香。在加热情况下,松香具有去除焊件表面氧化物的能力,同时焊接后形成的膜层具有覆盖和保护焊点不被氧化腐蚀的 作用。
由于松脂残渣具有非腐蚀性、非导电性、非吸湿性,焊接时没有什么污染,且焊后容易清洗,成本又低,所以这类助焊剂被广泛使用。松香助焊剂的缺点是酸值低、软化点低(55T左右),且易结晶、稳定性差,在髙温时很容易脱羧碳化而造成虚焊。
目前出现了一种新型的助焊剂——氢化松香,它是用普通松脂提炼的。氢化松香在常温下不易氧化变色,软化点高,脆性小,酸值稳定,无毒、无特殊气味,残渣易清洗,适用于波峰焊接。
在实际使用中发现,松香为单体时,化学活性较弱,对促进焊料的润湿往往不够充分,因此需要添加少量的活性剂,用以提高它的活性。松香系列焊剂根据有无添加活性剂和化学活性的强弱,被分为非活性化松香、弱活性化松香、活性化松香和超活性化松香4种,美国MIL标准中分别称为R、RMA、RA、RSA,而日本JIS标准则根据助焊剂的含氯量划分为AA(0.1wt%以下)、A(0.1~0.5wt%)、B(0.5~1.0wt%)3种等级。
①非活性化松香(R):它是由纯松香溶解在合适的溶剂(如异丙醇、乙醇等)中组成,其中没有活性剂,消除氧化膜的能力有限,所以要求被焊件具有非常好的可焊性。通常应用在一些使用中绝对不允许有腐蚀危险存在的电路中,如植入心脏的起搏器等。
②弱活性化松香(RMA):这类助焊剂中添加的活性剂有乳酸、柠檬酸、硬脂酸等有机酸以及盐基性有机化合物。添加这些弱活性剂后,能够促进润湿的进行,但母材上的残留物仍然不具有腐蚀性,除了具有高可靠性的航空、航天产品或细间距的表面安装产品需要清洗外,一般民用消费类产品(如收录机、电视机等)均不需设立清洗工序。在采用弱活性化松香时,对被焊件的可焊性也有严格的要求。
③活性化松香(RA)及超活性化松香(RSA):在活性化松香助焊剂中,添加的强活性剂有盐酸苯胺、盐酸联氨等盐基性有机化合物,这种助焊剂的活性是明显提高了,但焊接后残留物中氯离子的腐蚀变成不可忽视的问题,所以,在电子产品的装联中一般很少应用。随着活性剂的改进,已开发了在焊接温度下能将残渣分解为非腐蚀性物质的活性剂,这些大多数是有机化化合物的衍生物。
根据助焊剂的发展历程,结合目前市场上客户的使用习惯以及助焊剂的用途等,对助焊剂进行了以 下分类:
(1)松香型助焊剂
相对来讲含有较多的松香或树脂,因此固含量较高,多在 15-20%或以上,含有少量卤素,所以可焊性较强。
(2)免清洗低固态助焊剂
它们含有松香或树脂,但含量不多,一般固含量在 8~10%或以下,多数含少量卤素也有的不含卤素,卤素含量基本要求控制在 0.2%以下。
(3)免清洗无残留助焊剂
在目前的免清洗无残留助焊剂中,有含松香(树脂)及不含松香(树脂)的这样两个大类,此两类焊剂固 含量均可保证在 2%左右或以下,所以,焊后表面残留均能够达到客户的要求;同时,因为不含松香或松 香含量较少,大多数焊剂生产商为加强可焊性能,从多加活化剂与润湿剂方面努力提高助焊剂的可焊性能, 这也正是很多习惯于松香型焊剂的客户不能很快接受的一个原因,因为他们担心,在没有松香的情况下, 加强活化剂会造成焊接后的隐患。
(4)其他助焊剂
①、搪锡用助焊剂;
②、线路板预涂层助焊剂;
③、线路板热风整平助焊剂;
④、水清洗助焊剂;
⑤、水基助焊剂;
⑥、无铅焊料专用助焊剂;
⑦、焊锡丝用助焊剂;
⑧、SMT 焊锡膏用助焊剂;
⑨、特种助焊剂。
助焊剂的要求:具有一定的化学活性;具有良好的热稳定性;具有良好的润湿性;对焊料的扩展具有促进作用; 留存于基板的焊剂残渣,对基板无腐蚀性;具有良好的清洗性;氯的含有量在 0.2%(W/W)以下。
『本文转载自网络,版权归原作者所有,如有侵权请联系删除』








 热门文章
更多
热门文章
更多

 仰焊的操作要点及工艺
仰焊的操作要点及工艺







 APP下载
APP下载 登录
登录







