×


在亚微米的生产制造技术中,氮化硅工艺的particle已经成为产品良率的主要影响因素。本文主要针对立式LPCVD氮化硅炉管的氮化硅制造工艺中所遇到particle问题进行研究。通过大量的对比性实验进行排查与分析,并利用各种先进的实验的设备和器材找到产生particle的原因,找到解决particle问题的方案。结果证明不仅延长了机台的维护周期,而且改善了机台的particle状况,最终获得良率的提升,优化了制造工艺。
LPCVD氮化硅工艺的Particle问题分析
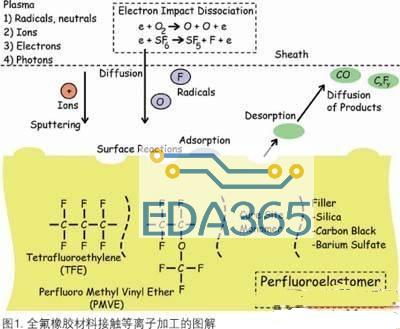
LPCVD氮化硅制备工艺通常在中等真空程度下的反应腔体内通入反应气体二氯二氢硅(SiH2Cl2)和氨气(NH3)来生成氮化硅,反应温度一般为300-900度(图1)。
反应方程式:3SiH2Cl2+4NH3→Si3N4+6HCl+6H2
晶圆的particle分布图见图2,发现particle主要分布在晶圆的边缘部分。在SEM下分析这些particle(图3),可以很清楚的看到这些particle是一些薄膜的剥落,而利用EDX来分析的结果则显示这些particle的主要成分是氮元素和硅元素。
根据对particle的初步分析,认为这些particle的来源是在生产中剥落下来的氮化硅薄膜。那么是什么原因使沉积在反应腔上的薄膜剥落下来呢?[page]
根据对氮化硅薄膜的沉积过程分析,认为这是由于在LPCVD的炉管在生产过程反应中,氮化硅薄膜会逐渐沉积在反应腔的内壁上。这些沉积的氮化硅薄膜必然会受到应力的影响,这里的应力包括外应力和内应力。外应力指环境对薄膜本身施加的应力,如生产使用的气体的气流变化导致的干扰。内应力是薄膜沉积过程中,内部产生的应力。内应力包含热应力和本质应力两部分。氮化硅薄膜的热应力来源于薄膜和反应腔体内壁材料的热膨胀系数以及温度的影响。本质应力是氮化硅薄膜的本征张应力。随着氮化硅薄膜厚度的逐渐增加,应力必然逐渐增大。薄膜在内外应力的作用下必然会从反应壁上剥落下来,这些剥落的氮化硅薄膜就是氮化硅工艺中主要的particle来源(如图4所示)。
实际的生产经验也可以证明上面的理论:观察了一台生产机台氮化硅薄膜的厚度从0μm累计到8μm之间的particle的情况。当氮化硅的薄膜厚度累积大于4μm的时候,生产机台的particle就明显的增加。这说明氮化硅LPCVD炉管工艺的particle数量和氮化硅薄膜的累积厚度相关(图5)。
根据以上的氮化硅工艺中particle的分析中可以得知:为了解决氮化硅生产过程中的particle问题,必须要解决的是如何避免腔体内壁上的氮化硅薄膜的剥落的问题。而为了避免氮化硅薄膜的剥落,不但要减少腔体内壁上的薄膜沉积厚度,也要降低氮化硅薄膜所受到应力作用。
反应腔内壁上沉积的氮化硅薄膜必须及时的清除,常规的做法就是通过周期性的维护来去除反应腔体上的氮化硅薄膜。但经常性的清理会导致机台的生产效率降低,维护成本增加。应力方面,由于无法改变氮化硅薄膜的本质应力,所以只能降低氮化硅薄膜内在应力中的热应力和外在应力。根据上面的分析,对于热应力,需要考虑薄膜和反应腔体内壁材料的热膨胀系数以及温度等因素的影响。对于外在应力,就要优化在生产过程中的一些工艺参数来改善,如温度,压力和流量等方面的优化。[page]
对反应腔体的材质,试验了生产当中常用的两种反应腔体的材质:石英和碳化硅。使用相同的机台和制程连续生长40次,每次生长的氮化硅薄膜厚度为2000埃。记录每次试验生产中增加的particle颗数(particle size>0.2μm, 本文中所有particle都是大于0.2μm以上的),最终求其40次记录的平均值,结果如图6所示。当氮化硅薄膜的累积厚度大于4μm时,生产中增加的particle有明显的上升趋势,而在石英材质的反应腔内,particle增加量则保持相对平稳的水平。
在生产过程中还发现了一个有趣的现象(表1):在石英材腔体的机台上,当particle增加较多的时候,利用机台本身的N2来做一次purge这样的清洗动作,机台的下一次生产会有较低的particle数目增加。而在碳化硅材质腔体的机台上,N2 purge却并不能收到这样的效果。针对这种现象,认为这是由于石英材质内壁上沉积的氮化硅薄膜随着淀积厚度的增加,一直以一种比较稳定的速度剥落,每次剥落的氮化硅薄膜数量不会像碳化硅内壁机台那样多,所以N2 purge比较容易将剥落的氮化硅薄膜清除走。
[page]
解决LPCVD氮化硅particle问题的方案
根据以上的分析结果,采用了如下的解决方案:选择石英材质的反应腔体,利用氮化硅薄膜在石英上面相对稳定的剥落情况,在每次生产过程中都利用N2 purge来带走腔体上剥落的氮化硅薄膜。这样既降低了下一次生产过程中particle增加的几率,又减少了反应腔壁上淀积薄膜的厚度。
淀积薄膜厚度的减少势必再次减少氮化硅薄膜剥落的几率,从而使机台可以长期保持在稳定且较低的particle水准。如图7反应腔的温度和压力曲线所示:当晶舟从反应腔内卸载之后,逐渐降低反应腔的温度。利用真空管路的SSV和SV阀(图1所示),用真空泵将反应腔内抽至低压状态。然后开启机台的N2直到反应腔体压力回升到高压状态。关闭N2使反应腔体压力再次降低到低压状态。重复开关机台的N2,使压力反应腔的压力在低压状态和高压状态之间反复波动5次。整个purge过程中由于反应腔内压力的高低变化,并且一直处于降温状况下,所以反应腔体上附着的不是很牢的氮化硅薄膜就会被N2吹下来,并通过真空管路带走。这样就有效地清理了反应腔体,减少了内壁上的薄膜厚度,从而降低了下一次生产时的particle。
根据如上所列举的改造和优化,成功地解决氮化硅LPCVD炉管的particle 问题。机台的particle被成功的控制在13颗左右,而且机台的维护周期可以从24μm(薄膜累计沉积厚度)扩展到32μm。图8和9显示了同一台机台在使用N2 purge功能前后的particle defect的情况。我们可以看出在使用N2 purge的方案之后,氮化硅机台的particle情况有了很大的改观。
结论
利用N2 purge对石英壁上氮化硅薄膜有效清除的现象,合理利用机台生产的间歇期,通过N2来带走可能在未来生产过程中剥落下来的氮化硅薄膜,成功地解决了氮化硅生产中的particle问题。实际生产中的结果显示,particle总数成功地从20.38颗降低至13.19颗,机台的维护周期从24μm延长至32μm。该方案既提高了机台的性能,又成功地降低了机台的生产成本。
『本文转载自网络,版权归原作者所有,如有侵权请联系删除』








 热门文章
更多
热门文章
更多

 SEMI:半导体材料市场反弹至创新的记录
SEMI:半导体材料市场反弹至创新的记录








 APP下载
APP下载 登录
登录







